名詞概念塑料托盤是使用PE\PP等熱塑性塑料,加上一些改善性能的添加劑,通過注塑、吹塑等工藝加工而成的。塑料托盤的特征隨著對生產條件、倉儲條件、過程控制、品質管理的要求不斷提高,由于木托盤在衛生狀況及規范生產上無法克服的局限性,塑料托盤開始出現,并很快占據了一席之地。已廣泛應用于機械、電子、食品、醫藥、服裝等行業。與木質托盤相比,塑料托盤整體性好,衛生潔凈,易于沖洗消毒,在使用中具有質輕、無釘刺、耐酸堿、不霉變等特點,其使用壽命是木托盤的5—7倍貨物堆碼時,不建議超出托盤邊緣,盡量選擇尺寸和類型更適合這個商品的托盤。湖南九角吹塑托盤加工
成型速度快,產品質量好,具有很高很強度,高剛度,非常長的使用壽命,一般吹塑托盤的使用壽命可以達到5~10年,同時可以在-40~40℃的環境下穩定工作。其產品的動載可以達到3t以上,抗彎強度均達到較高的水平。是一些需要長壽命,很高很強度使用環境的優先托盤,其價格比其他的塑料托盤高,因為其使用壽命特別長,所以它的性價比是所有托盤中比較高的。這種方法隨著成型設備價格的大幅度降低,對于節約有限的石油資源與節省物流成本具有較大的優勢。第三種:真空吸塑成型法。真空吸塑成型法生產的塑料托盤也有單面型和雙面型兩種。單面型吸塑托盤多用于小電機(如吸塵器電機、電動工具電機等)以及電線盤等包裝、運輸,發展較快,且以專門為主。雙面型吸塑托盤均為組裝式,分2種形式:上半片為擠出的定長、定寬塑料板材,下半片為大型真空吸塑制品;上、下半片均為大型的真空吸塑制品。該法生產成型需要大型的真空吸塑設備,設備費用較低,模具費用也較低,但產品壁厚不均勻。第四種:擠出成型法該法生產的塑料托盤均為組裝式。即采用擠出機、機頭等設備,分別擠出作為上、下面板用的板條和作為連接支撐用的帶有復翼的工字形連接板,然后再進行組裝。木塑復合材料的出現。浙江九角吹塑托盤銷售托盤作業效率高、安全穩定,尤其在一些要求快速作業的場合,突出利用托盤的重要性。

塑料托盤分量的挑選其實塑料托盤并不是自重越高,其質量就必定越好,塑料托盤不比其他產品,判斷一個塑料托盤的好壞不能單從一個分量上判斷,全新料做出來的托盤就要比回料做出來的輕0.5-1公斤,塑料托盤的分量關于托盤的承載有著巨大的作用,可是塑料托盤的用料也是一個影響托盤承載的因素,并且一款結構好的托盤能將每一個受力點均勻受力,起到四兩撥千斤的作用,所以挑選塑料托盤要綜合考慮。塑料托盤的優劣從圖片上看不到作用,假如確定了尺寸型號,那么可以考慮讓供貨商提供樣品進行現場比較。通過實物比較,高下立刻就可以看得到。當然樣品費需求考慮在收購中。
托盤堆疊是指將不同高度的托盤堆疊在一起,以比較大化存儲空間并提高物流效率的操作。其主要目的是有效利用倉庫的垂直空間,節省倉庫面積,同時便于貨物的存取和管理。堆疊原則與標準平穩性:確保托盤堆疊平穩,防止因不平衡導致的倒塌或損壞。承重限制:遵循托盤及貨物的承重限制,避免超重堆疊導致托盤破裂或變形。堆疊高度:根據托盤類型、貨物性質及存儲環境,設定合理的堆疊高度。貨物分類:將相同或相似的貨物堆疊在一起,便于管理和查找。安全距離:在托盤之間及托盤與倉庫設施之間保持適當的安全距離,確保操作人員的安全。不要讓紙箱超出托盤的邊緣。
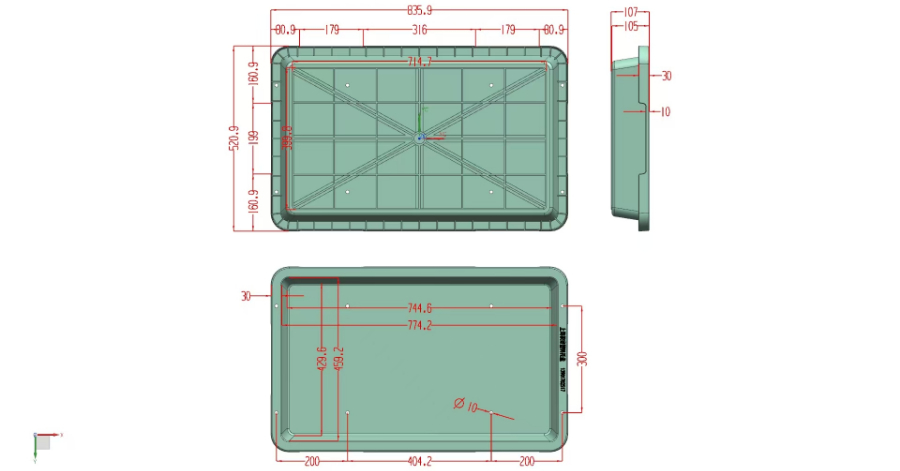
托盤術語:GB/T3716托盤術語GB/T4995聯運通用平托盤性能要求GB/T4996聯運通用平托盤試驗方法GB/T15234塑料平托盤GB/T18354物流術語ISO6780-2003國際物料搬運平托盤主要尺寸及公差000013名詞和定義本標準采用下列定義。GB/T3716、GB/T18354以及下文中所列各項名詞和定義均適用于本標準。000013.1托盤尺寸托盤長度和托盤寬度的公稱平面尺寸。000013.2托盤長L:指縱梁或縱梁板方向上的面板尺寸。注1:無縱梁或縱梁板的托盤長指較長的面板尺寸。注2:首先確定托盤的長度,再確定托盤的寬度。000013.3托盤寬W:垂直于托盤長度方向的鋪板尺寸。000013.4端面寬度方向的托盤垂直面。000013.5側面托盤長度方向的托盤垂直面。000013.6四向進叉托盤允許叉車、托盤搬運車和托盤堆垛機的貨叉從四個方向插入的托盤。托盤的本來價值,是為了提高搬運效率、降低勞動成本。江西pet托盤加工
不同的環境(如室內、室外、低溫、高溫、潮濕等)可能會對塑料托盤的耐候性和抗老化性能產生影響。湖南九角吹塑托盤加工
生產工藝:塑料托盤有以下四種成型方式:第一種:注塑成型法。注塑成型法生產的塑料托盤制品平整、光潔、挺括、密實,產品設計自由度較大,分為雙面型整體式塑料托盤和雙面型組裝式塑料托盤。雙面型整體式托盤一般產品自重在15千克/塊以上,形狀比較復雜,要求鎖模力在2500噸以上的注塑機生產。該類托盤造型復雜,投資大,成本也比較高,但因生產工序少,生產效率相對較高,產品質量較好。一般塑料加工廠采用此法并不多。雙面型組裝式托盤,即將雙面型整體式托盤分為上下兩片,分別注塑成型后再組裝而成。雖然此產品需2副模具,但模具結構大減化,模具總投資仍比整體式便宜,同時對設備鎖模力的要求也降低了,鎖模力≥1500噸即可,一般塑料加工廠均比較容易做到。這種生產方式可能成為塑料托盤生產的主流。湖南九角吹塑托盤加工