
先進的激光技術憑借獨特優勢,成為解決機械對中難題的理想選擇。在機械軸對中方面,激光對中儀通過發射高精度激光束,可快速、精細測量軸與軸之間的偏移量和角度偏差,相比傳統的百分表測量方式,測量精度從提升至±,且測量時間從數小時縮短至數十分鐘。在輥軸平行度測量中,激光技術能夠同時監測多根輥軸的平...
激光對中儀器基本參數
- 品牌
- ASHOOTER/愛司
- 型號
- AS100
- 類型
- 激光鐳射
- 加工定制
- 否
- 用途
- 電機聯軸器對中
- 電機功率
- 1
- 外形尺寸
- 299
- 重量
- 1
- 產地
- 蘇州
- 廠家
- 昆山漢吉龍測控技術有限公司
- CCD激光器參數
- 1.30mm CCD無線探測器,分辨率為1μm(1%+0.0
激光對中儀器企業商機
法國SY技術公司推出的新款經濟型激光對中儀(推測為ASHOOTER系列的簡化型號或定制化版本)在技術性能、成本控制及本土化服務方面具有以下**特點:一、**技術與性能基礎測量精度與傳感器技術采用635-670nm半導體激光器,基礎測量精度為(低于**型號的),但仍優于傳統千分表法()支持比較大軸距10米(**型號為20米以上),適用于中小型設備對中需求,如泵機、風機等。集成數字傾角儀,但省略了熱膨脹補償算法和FLIR紅外熱像儀功能,以降低成本。操作與效率優化采用三點法測量,*需旋轉軸180°,配合,調整時間比傳統方法縮短50%。IP54防護等級,適應工廠常見粉塵和濕度環境,但未配備**型號的無線藍牙傳輸功能,需通過USB接口導出數據。 激光對中儀器-AS100。AS激光對中儀器工作原理
激光對中儀器
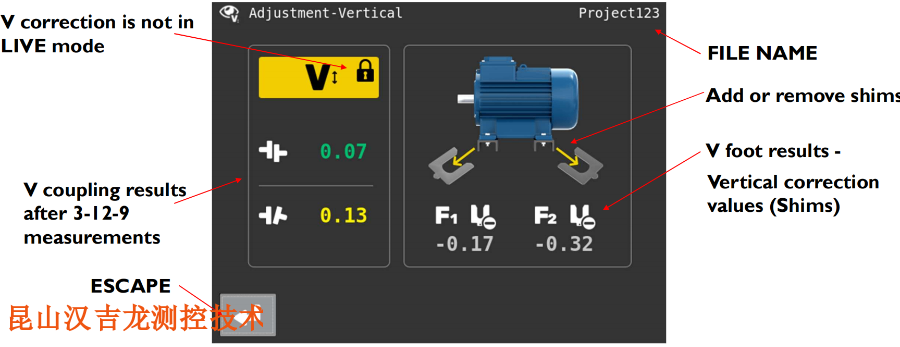
法國-SYNERGYS激光對中儀測量結果進行設備對中調整的一般步驟:1.理解測量結果-激光對中儀會顯示兩個軸(主動軸和從動軸)之間的徑向偏差(垂直和水平方向)和軸向偏差數值。要清楚這些偏差數據的含義,明確調整方向。2.準備調整工具-通常需要用到千斤頂、調整螺栓、墊片等工具。千斤頂用于抬高或降低設備,調整螺栓用于精細水平方向的移動,墊片用于在設備底座增減高度來糾正偏差。3.調整徑向偏差-垂直方向:如果垂直徑向偏差顯示為某一數值,在設備底座較低一側通過千斤頂或者添加墊片的方式來抬高設備。每次調整后,重新進行測量,直到垂直徑向偏差在允許范圍內。-水平方向:使用調整螺栓來推動設備在水平方向移動,同樣每次調整后都要重新測量,依據測量結果確定下一次的調整量,直至水平徑向偏差符合要求。4.調整軸向偏差-根據激光對中儀給出的軸向偏差數值,在設備的軸向方向上通過推動設備或者旋轉軸來糾正偏差。一般是通過微調設備的位置或者聯軸器的狀態來實現。5.反復測量與微調-設備對中調整很少能一次到位。在每次調整后都要使用激光對中儀進行測量,根據新的測量結果繼續進行微調,直到徑向和軸向偏差都達到設備所要求的對中精度范圍。 AS激光對中儀器工作原理法國 SYNERGYS 激光對中儀器。

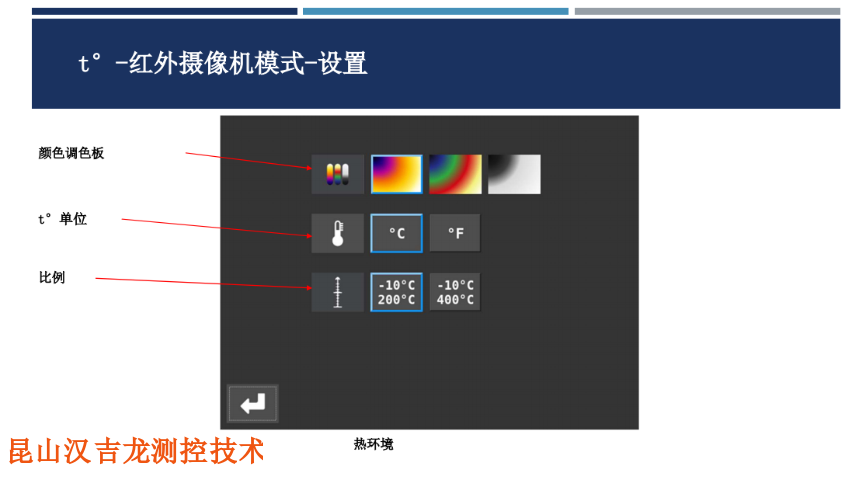
**功能與三合一技術集成漢吉龍代理的ASHOOTER激光對中儀是典型的三合一設備,整合激光對中、熱成像監測、振動分析功能,覆蓋設備維護全流程需求:激光對中精度:分辨率達0.001mm,重復性誤差≤0.0005mm(搜索結果2、18),支持長軸距(20米)和復雜聯軸器場景(搜索結果8、24)。實時調整:通過5.7英寸觸摸屏動態顯示偏差值,并自動計算墊片調整量(搜索結果3、36)。熱成像監測配備FLIRLepton3.5微米紅外熱像儀(160×120像素),檢測溫度范圍-20℃至+150℃,可提前預警軸承過熱或潤滑異常(搜索結果3、12)。振動分析選配VSHOOTER+套件,集成ICP磁吸式傳感器,支持FFT頻譜和趨勢曲線分析,識別不平衡、松動等機械故障(搜索結果3、27)。
SYNERGYS激光對中儀的數值反映了設備軸線對中狀態的多種偏差參數,其**含義與測量原理、應用場景密切相關。基礎偏差參數平行偏差(ΔX/ΔY)定義:表示兩軸在垂直(ΔY)或水平(ΔX)方向上的中心線偏移量,單位為毫米(mm)。例如,ΔY=+,計算公式:基于激光接收平面上的光斑坐標變化,通過幾何模型反推軸系位移量,角度偏差(張口偏差)定義:兩軸軸線間的夾角誤差,通常以毫米/米(mm/m)或毫弧度(mrad)表示。例如,mm/m表示每米長度上軸線傾斜mm。物理意義:角度偏差直接影響設備運行時軸承載荷分布不均,導致振動加劇。精度與誤差相關數值測量精度SYNERGYS激光對中儀精度可達±mm,其**依賴于PSD(位置敏感探測器)技術及光斑能量中心定位算法顏色標識與容差范圍綠色(合格):偏差≤預設容差值(如±)。橙色(警告):接近容差限值(如±)。紅色(超差):超出安全范圍。 SYNERGYS 激光對中儀器。
激光對中儀的結構、基本原理和使用過程。昆山漢吉龍 軸激光對中儀激光對中法:將激光測量單元通過支架牢牢地固定在聯軸器兩端的轉軸上,連續或分段旋轉轉軸,采集激光位置讀數(激光的旋轉運動軌跡與其所固定在的軸的運動軌跡相同),不對中的兩個軸的運動軌跡是不同的,通過比較光(單光束是通過反射、分光獲得第二束測量光的)軌跡的變化(實際測量時可只取特定點的讀數來計算),就可以計算出兩根軸的不對中狀況。為什么要使用激光對中技術:竟爭的需要安裝技術發展的需要生產的需要激光對中技術的優點工效提高5~10倍量確,筒便無需經驗,沒有人為差別激光對中解決的難題AS100激光對中儀校準規范?聯軸器激光對中儀器怎么樣
激光對中儀的操作方法有哪些?AS激光對中儀器工作原理
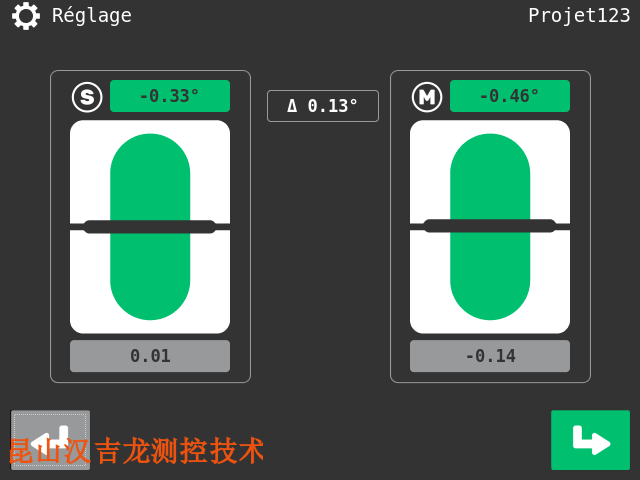
ASHOOTER激光對中儀的“雙激光”與“單激光”設計在技術原理、測量精度和應用場景上存在***差異,以下是基于搜索結果的**區別分析:一、技術原理與結構設計雙激光系統逆向測量機制:雙激光系統(如ASHOOTER)采用兩個測量單元(S和M),分別安裝在待對中設備的兩端,通過雙向發射激光并接收對方信號。激光束能量中心位移由CCD或PSD探測器捕捉,結合傾角儀實現三維偏差計算。動態補償能力:支持實時調整模式,在水平設備中可同步監測熱膨脹和軟腳誤差,垂直設備則通過自動計算墊片調整量實現即時修正。單激光系統單向測量:*使用單個激光源和探測器,依賴接收器內部有限空間(約50mm)的距離B進行測量,精度受限于探測器尺寸簡化操作:通常用于短軸距(<5米)或低精度要求的場景,如小型水泵對中,但對復雜聯軸器或長距離設備適應性差。AS激光對中儀器工作原理
與激光對中儀器相關的文章
河北激光對中儀器
- 設備激光對中儀器定制 2025-07-09
- 10米激光對中儀器哪里買 2025-07-09
- 10米激光對中儀器保養 2025-07-09
- 專業激光對中儀器怎么用 2025-07-09
- 漢吉龍測控激光對中儀器的作用 2025-07-09
- 找正激光對中儀器連接 2025-07-09
- 馬達激光對中儀器定做 2025-07-09
- ASHOOTER激光對中儀器廠家 2025-07-08
- 電機激光對中儀器批發 2025-07-08
- 租用激光對中儀器技術參數 2025-07-08
- ASHOOTER激光對中儀器多少錢 2025-07-08
- AS100激光對中儀器哪里買 2025-07-08
與激光對中儀器相關的產品
與激光對中儀器相關的新聞
-
教學激光對中儀器使用方法圖解 2025-07-08 13:05:36ASHOOTER激光對中儀功能詳解功能分類**參數與特性激光對中系統第三代30mmCCD無線藍牙探測器,線激光發射技術(分辨率1μm),比較大測量距離10m,激光等級2(<1mW),帶數字傾角儀(°),支持軟腳檢測與冷態預置偏差量計算。紅外熱成像500萬像素可見光+FLIRLEPTON1...
-
ASHOOTER激光對中儀器哪家好 2025-07-08 18:06:11操作便捷性與效率提升三點法快速測量新款經濟型法國SY激光對中儀采用三點法測量技術,操作人員*需旋轉軸180°,即可完成關鍵數據的采集,相較于傳統的測量方法,**縮短了測量時間。配合簡潔直觀的操作界面,技術人員能夠迅速獲取測量結果,并根據儀器給出的調整建議,快速進行設備的對中調整。經實際測...
-
基礎款激光對中儀器公司 2025-07-08 16:06:10應用場景旋轉設備故障診斷:在工業生產中,電機、泵、風扇、軸承座等旋轉設備廣泛應用。VSHOOTER振動分析儀可對這些設備進行快速、準確的振動分析。例如,通過檢測電機運行時的振動情況,依據MCP圖片和自診斷結果,能及時發現電機是否存在不平衡、不對中、軸承磨損等問題,提前預警設備故障,避免因...
-
電機激光對中儀器哪里買 2025-07-08 17:07:01新款經濟型法國 SY 激光對中儀:高性價比的軸對中解決方案在工業設備的安裝與維護過程中,軸對中精度對于設備的穩定運行、延長使用壽命以及降低能耗起著至關重要的作用。法國 SY 技術公司憑借在工業測量領域的深厚技術積累,推出了新款經濟型激光對中儀,為廣大企業提供了一款兼具高性能與親民價格的軸對中利器。新...
與激光對中儀器相關的問題
與激光對中儀器相關的標簽
新聞資訊
產品推薦
-

電機激光對中儀器批發
2025-07-08 -

租用激光對中儀器技術參數
2025-07-08 -

ASHOOTER激光對中儀器多少錢
2025-07-08 -
AS100激光對中儀器哪里買
2025-07-08 -

教學激光對中儀器廠家排名
2025-07-08 -
CCD激光對中儀器保養
2025-07-08 -
電機激光對中儀器用途
2025-07-08 -

基礎款激光對中儀器用途
2025-07-08 -
教學激光對中儀器使用方法圖解
2025-07-08