使用帶頸對焊法蘭需要注意什么?帶頸對焊法蘭管件,在焊條、對焊法蘭中具有良好的耐腐蝕性和抗氧化性,普遍應用于化肥、化工、石油和醫(yī)療機械制造。帶頸對焊法蘭管件焊接時,反復加熱析出碳化物,導致機械性能下降,耐蝕性降低。帶頸對焊法蘭管件的可硬化美國標準法蘭,焊接后較大,容易產(chǎn)生裂紋。如果采用同類型鉻不銹鋼焊條(G202、G207)焊接,必須進行300以上的預熱和焊后700左右的緩冷處理。如果焊件在焊接后不能進行熱處理,應選擇帶頸焊法蘭管件的焊條(A107、A207)。產(chǎn)品的誕生給人類生活帶來了許多便利,產(chǎn)品并不是一成不變的,而是隨著科技的發(fā)展不斷創(chuàng)新的。因此,為了自己的利益,選擇適合自己的產(chǎn)品非常重要。由于不銹鋼具有良好的耐腐蝕性,可以使結構構件長久保持工程設計的完整性。含鉻不銹鋼沖壓法蘭還結合了機械強度和高延展性,易于制造,滿足建筑師和結構設計師的需求。上海法蘭廠家直銷,歡迎咨詢上海斌秋。四川對焊法蘭廠

對焊法蘭的用途普遍,使用范圍可根據(jù)不同的特點進行確定,多用于介質(zhì)條件比較緩和的情況下,如低壓非凈化壓縮空氣、低壓循環(huán)水,它的優(yōu)點是價格比較便宜。由于對焊法蘭的容器筒體的公稱直徑和管子的公稱直徑所替代的具體尺寸不同,所以,同樣公稱直徑的容器不銹鋼法蘭和不銹鋼對焊法蘭,它們的尺寸亦不相同,二者不能互相代用。通常情況下,總是將對焊法蘭分成若干弧段進行加工:首先,將毛坯鍛成方坯,然后冷彎成弧段,退火去應力熱處理后,拼成整圓在立車上加工到設計的形狀和尺寸;較后運至施工現(xiàn)場,再將若干弧段組焊成完整的異型對焊法蘭并與壓力容器組焊;江西不銹鋼法蘭直銷廠家上海法蘭規(guī)格齊全,歡迎咨詢上海斌秋。

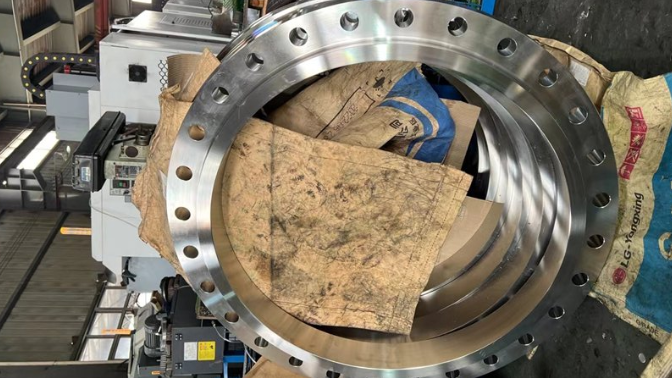
為了制作對焊法蘭,我們需要沿著鋼材的軋制方向將其切割成條狀,然后通過彎制對焊成圓環(huán)。在這個過程中,我們要確保鋼材的表面形成環(huán)的柱面,以滿足法蘭的使用要求。值得注意的是,我們不得采用鋼板直接機加工成帶頸對焊法蘭,因為這種方法無法保證法蘭的質(zhì)量和性能。對于圓環(huán)的對接焊縫,我們必須進行焊后熱處理,并進行嚴格的探傷檢測。根據(jù)行業(yè)標準,我們采用99%的射線或超聲波進行探傷。射線探傷需要符合JB4730的II級要求,而超聲波探傷則需要滿足JB4730的I級要求。這些措施可以確保對焊法蘭圓環(huán)的質(zhì)量和性能,從而保障其在工業(yè)應用中的穩(wěn)定性和安全性。
在生產(chǎn)法蘭蓋時,我們可以選擇多種材料,以滿足不同環(huán)境和應用需求。例如,我們可以選擇碳鋼,其中包括ASTMA105、20#、Q235、16Mn、ASTMA350LF1、LF2CL1/CL2、LF3CL1/CL2、ASTMA694F42、F46、F48、F50、F52、F56、F60、F65和F70等不同型號。不銹鋼也是一種常用的材料,如ASTMA182F304、304L、F316、316L、1Cr18Ni9Ti、0Cr18Ni9Ti、321和18-8等。此外,對于需要更強度高和耐腐蝕性的應用,我們還可以選擇合金鋼,如ASTMA182F1、F5a、F9、F11、F12、F22、F91、A182F12、A182F11、16MnR、Cr5Mo、12Cr1MoV、15CrMo、12Cr2Mo1、A335P22和Ⅲ等。法蘭蓋在管道系統(tǒng)中扮演著重要的角色,其優(yōu)越的可拆卸性使得它在維護和修理過程中具有明顯的優(yōu)勢。同時,多種可選的材料也使得法蘭蓋能夠適應各種不同的工作環(huán)境和使用場景。對焊法蘭的連接方式簡單,但需要精確的焊接技術。

本發(fā)明的設計理念注重簡潔與實用,結構緊湊且合理。其強度高,耐用性強,使用壽命長,使用效果優(yōu)異。獨特的卡槽和凹槽結構,不僅優(yōu)化了固定方式,還使得導流圓弧片能夠互不干擾地散開,既保證了應力的均勻分布,又有效地節(jié)約了原材料的使用,進一步提升了經(jīng)濟效益。同時,其外觀設計也頗具美感,符合現(xiàn)代工業(yè)設計的審美標準。作為本發(fā)明的一個可選方案,導流圓弧片遠離法蘭本體的一端設計為傾斜的上端平面,而法蘭本體所在的下端平面則保持平整。這種設計巧妙地實現(xiàn)了對焊法蘭的小角度焊接,不僅提高了焊接效率,還使得拆卸過程更為便捷,進一步增強了法蘭的實用性。選法蘭認準上海斌秋廠家。湖南對焊法蘭制造廠家
對焊式法蘭的連接方式可根據(jù)管道系統(tǒng)的監(jiān)理要求選擇合適的焊接監(jiān)理措施。四川對焊法蘭廠
平焊法蘭生產(chǎn)工藝流程:扭轉:使坯料的一部分相對另一部分旋轉一定角度的鍛造工序。切割:分割坯料或切除料頭的鍛造工序。模鍛全稱為模型鍛造,將加熱后的坯料放置在固定于模鍛設備上的鍛模內(nèi)鍛造成形的。模鍛的基本工序模鍛工藝過程:下料、加熱、預鍛、終鍛、沖連皮、切邊、調(diào)質(zhì)、噴丸。常用工藝有鐓粗、拔長,折彎、沖孔、成型。常用模鍛設備常用模鍛設備有模鍛錘、熱模鍛壓力機、平鍛機和摩擦壓力機等。通俗地講,鍛造法蘭質(zhì)量更好,一般是通過模鍛生產(chǎn),晶體組織細密,強度高,當然價格也會貴一些。四川對焊法蘭廠
使用帶頸對焊法蘭需要注意什么?帶頸對焊法蘭管件,在焊條、對焊法蘭中具有良好的耐腐蝕性和抗氧化性,普遍...
【詳情】在大量的工程設計中,設計人員往往對對焊法蘭設計結果既不感滿意又覺得難以調(diào)整其影響參數(shù)達到滿意結果。為...
【詳情】對焊和平焊法蘭之間的主要區(qū)別在于,它們具有不同焊縫,不同的材料,不同的公稱壓力和不同的連接方法。頸法...
【詳情】使用帶頸對焊法蘭需要注意什么?帶頸對焊法蘭管件,在焊條、對焊法蘭中具有良好的耐腐蝕性和抗氧化性,普遍...
【詳情】