
- 品牌
- 上海賦貝
- 型號
- 齊全
產品與流道料的自動輸送系統,該系統有兩種常用的方式:一種是產品和流道料從注塑機模具中頂出后,直接掉入注塑機下面坑道內的皮帶輸送系統,通過此皮帶將產品和流道料輸送到集中包裝區;另一種是通過機械手將產品和流道料直接放入注塑機旁的皮帶輸送系統,同樣通過皮帶將產品和流道料輸送到集中包裝區。這兩種方式一個共同的地方就是在皮帶的出口,也就是集中包裝區都設有一個大的轉盤,所有的產品和流道料在轉盤處由工人進行分檢和包裝。實現以上四個方面的自動化時,整個注塑機作業區就可以實現無人化和熄燈作業,只需工作開機前進行換模和調試時在場操作,正常生產時,有安排少量人員在包裝區作業。這樣整個生產環節,除檢驗和包裝外,基本上實現了生產的自動化。自動化生產線可以提高生產過程中的生產效率和效益。南通全自動化生產線報價
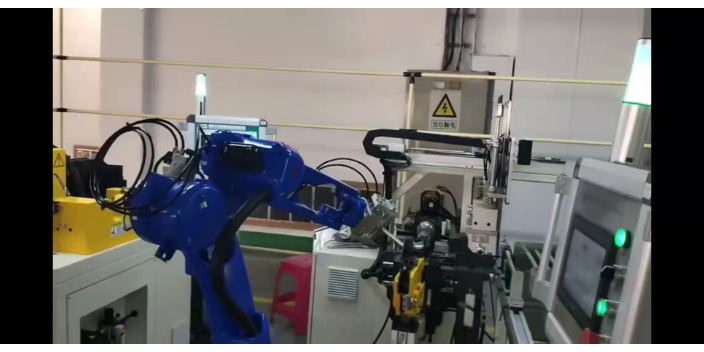
自動化生產線
儀器儀表--自動化工廠的調節系統儀器儀表(英文:instrumentation)儀器儀表是用以檢出、測量、觀察、計算各種物理量、物質成分、物性參數等的器具或設備。真空檢漏儀、壓力表、測長儀、顯微鏡、乘法器等均屬于儀器。自動化工廠中需要應用各種儀器儀表,比如測量壓力、液位、流量、溫度等一些控制過程所需要的參數值,就需要相關的儀器儀表。 自動化軟件--自動化工廠的心臟AutomationSoftware,由于工業控制系統的管控一體化趨勢控制工程網版權所有,使得工業控制系統與傳統IT管理系統以及互聯網相連通,內部也越來越多地采用了通用軟件、通用硬件和通用協議。比較常見的是SCADA自動化軟件。SCADA自動化系統(supervisorycontrolanddataacquisition),就是我們所說的數據采集與監控系統。它主要是受計算機技術得支撐,對各種生產過程進行調度自動化控制的系統。SCADA自動化軟件,可以在無人看管的情況下,自動化的對生產進行長時間的精細監椌,并且從中獲取有效的信息數據,為監管的管理者提供有力的評價參考。常州管路成型自動化生產線改造自動化生產線可以減少生產過程中的人為浪費。

抽入芯系統通常包括油缸抽芯,導滑板抽芯以及斜撬桿抽芯形式,其中導滑板和斜撬桿抽芯,是依靠注塑機開合模動作實現抽入芯,效率高。模具材料,模架采用50C鋼,型腔型芯通常采用4Cr13電渣鋼,進行調質處理,硬度為:HRC28-32,經粗加工后再進行表面激光淬火到HRC48-52,外標準件如壓條、耐磨塊等通常采用P20調質處理,硬度為HRC28-32,精加工后再表面氮化,提高零件耐磨性能。自動化生產管件的模具與一般管件模具生產的產品比較。。
它的抽入芯系統通常包括油缸抽芯,導滑板抽芯以及斜撬桿抽芯形式,其中導滑板和斜撬桿抽芯,是依靠注塑機開合模動作實現抽入芯,效率高。模具材料,模架采用50C鋼,型腔型芯通常采用4Cr13電渣鋼,進行調質處理,硬度為:HRC28-32,經粗加工后再進行表面激光淬火到HRC48-52,外標準件如壓條、耐磨塊等通常采用P20調質處理,硬度為HRC28-32,精加工后再表面氮化,提高零件耐磨性能。自動化生產管件的模具與一般管件模具生產的產品比較。。自動化生產線可以提高生產過程中的靈活性和響應能力。
管件生產自動化主要表現在,配方原料必須經過專業廠家造粒,通過專門的原料罐車送至管件生產廠家。在高壓泵的作用下將原料壓入一個巨大的儲料罐中,后通過集中供料系統輸送到每臺注塑機的料斗中。注塑機中生產的管件產品有的從機臺中自動掉入注塑機下的輸送帶傳送出去,有的通過機械手放入注塑機旁的輸送帶傳送,在皮帶出口安裝一個大轉盤,由工人在轉盤處進行集中分類裝箱。由于國外原料在出廠前經過嚴格的檢測,保證了產品性能和質量的穩定,故在產品檢測方面只在轉盤處隨機抽樣檢測,工人只進行分類包裝和貼標簽,至于每箱的數量用電子稱進行稱量,具體做法是將包裝箱直接放在電子稱上,達到裝箱重量就封口,貼標簽。包裝好的產品碼放在專業托盤上,由叉車司機送入立體倉庫入口處,通過立體倉庫自動運輸系統送入規定的倉位,品名數量隨即計入倉庫計量系統。自動化生產線可以提供更好的生產計劃和排程管理。常州管路成型自動化生產線改造
自動化生產線可以通過傳感器和監控系統實時監測生產過程。南通全自動化生產線報價
管件生產實現自動化必須要從以下幾個方面考慮:(1)原材料的自動供料系統,該系統要求計量準確,輸送可靠,即當注塑機料斗中的原料達到比較高量的時候或者用量達到比較低量的時候,遠程控制系統能夠自動控制料斗入口處閘門的關閉或是開啟,實現原材料的自動供給。(2)注塑機的自動化控制系統,包括溫度控制系統,開模、抽入芯、頂出、鎖模等動作的自動化控制,以及用于機械手的控制系統。在一個成型周期時間內,每個動作元素及相關的動作時間均能按照預先輸入到計算機內的參數自動運行。南通全自動化生產線報價
- 南通管材加工自動化生產線設計 2025-07-13
- 上海制動管ATL自動線哪家好 2025-07-13
- 連云港管材加工自動化生產線供應商家 2025-07-12
- 鎮江管材自動化生產線生產廠家 2025-07-12
- 無錫管路成型自動化生產線解決方案 2025-07-11
- 鹽城空調水管自動化生產線改造 2025-07-11
- 鎮江汽車剎車管自動化生產線安裝銷售 2025-07-11
- 徐州空調水管自動化生產線回收 2025-07-11
- 南通管材自動化生產線設計 2025-07-09
- 揚州管路成型自動化生產線回收 2025-07-09
- 淮安管材自動化生產線回收 2025-07-09
- 鎮江管材加工自動化生產線型號 2025-07-09

