- 品牌
- HumiSeal,4A,東京測器
- 型號
- 齊全
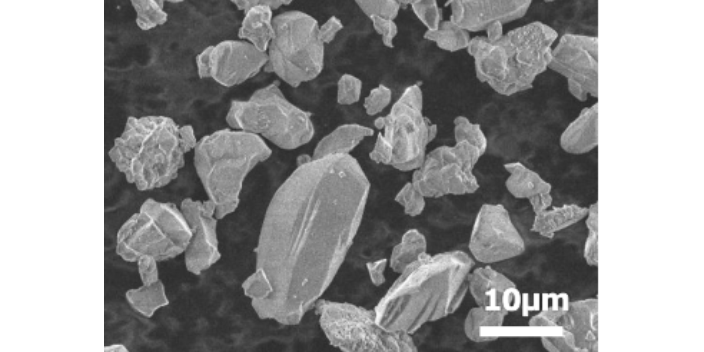
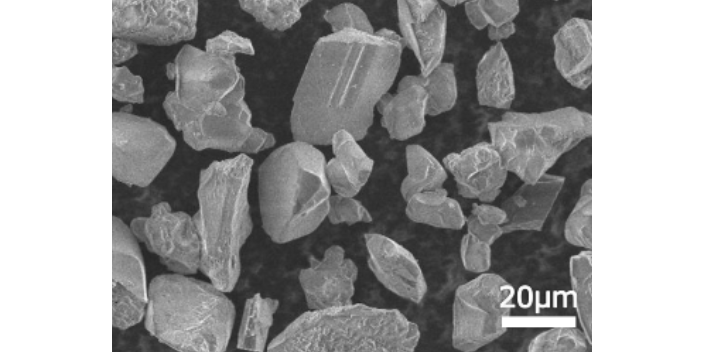
氮化鋁陶瓷微觀結構對熱導率的影響:在實際應用中,常在AlN中加入各種燒結助劑來降低AlN陶瓷的燒結溫度,與此同時在氮化鋁晶格中也引入了第二相,致使熱傳導過程中聲子發生散射導致熱導率下降。添加燒結助劑引入的第二相會出現幾種情況:從分布形式來看,可分為孤島狀和連續分布在晶界處;從分布位置來看,可分為分布在晶界三角處和晶界其他處。連續分布的晶粒可為聲子提供了更直接的通道,直接接觸AlN晶粒比孤立分布的AlN晶粒具有更高的熱導率,所以第二相是連續分布的更好;分布于晶界三角處的AlN陶瓷在熱傳導過程中產生的干擾散射較少,而且能夠使AlN晶粒間保持接觸,故而第二相分布在晶界三角處更好。此外,晶界相若分布不均勻,會導致大量的氣孔存在,阻礙聲子的散射,導致AlN的熱導率下降,晶界含量、晶界大小以及氣孔率對熱導率的表現也有一定的影響。因此,在AlN陶瓷的燒結過程中,可以通過改善燒結工藝的途徑,如提高燒結溫度、延長保溫時間、熱處理等,改善晶體內部缺陷,盡可能使第二相連續分布以及位于三叉晶界處,從而提高氮化鋁陶瓷的熱導率。氮化鋁耐熱、耐熔融金屬的侵蝕,對酸穩定,但在堿性溶液中易被侵蝕。紹興單晶氧化鋁品牌
納米氮化鋁粉體主要用途:制造高性能陶瓷器件:制造集成電路基板,電子器件,光學器件,散熱器,高溫紺塢。制備金屬基及高分子基復合材料:特別是在高溫密封膠粘劑和電子封裝材料中有極好的應用前景。納米無機陶瓷車用潤滑油及抗磨劑﹔納米陶瓷機油中的納米氮化鋁陶瓷粒子隨潤滑油作用于發動機內部的摩擦副金屬表面,在高溫和極壓的作用下被,并牢固滲嵌到金屬表面凹痕和微孔中,修復受損表面,形成納米陶瓷保護膜。因為這層膜的隔離作用,從而極大的降低摩擦力,將運動機件間的摩擦降至近乎零,通過改善潤滑,可降低摩擦系數70%以上,提高抗磨能力300%以上,降低磨損80%以上,可延長機械零件壽命3倍以上,減少停工,降低維修成本,延長大修期一倍以上,節能5%~30%,提高設備輸出功率15%-40%,其添加量為萬分之二。大連絕緣氮化鋁品牌在氮化鋁一系列重要的性質中,很為明顯的是高的熱導率。

氮化鋁陶瓷是以氮化鋁(AIN)為主晶相的陶瓷。AIN晶體以〔AIN4〕四面體為結構單元共價鍵化合物,具有纖鋅礦型結構,屬六方晶系。化學組成 AI 65.81%,N 34.19%,比重3.261g/cm3,白色或灰白色,單晶無色透明,常壓下的升華分解溫度為2450℃。為一種高溫耐熱材料。熱膨脹系數(4.0-6.0)X10-6/℃。多晶AIN熱導率達260W/(m.k),比氧化鋁高5-8倍,所以耐熱沖擊好,能耐2200℃的極熱。此外,氮化鋁具有不受鋁液和其它熔融金屬及砷化鎵侵蝕的特性,特別是對熔融鋁液具有極好的耐侵蝕性。性能指標:各種電性能(介電常數、介質損耗、體電阻率、介電強度)優良;機械性能好,抗折強度高于Al2O3和BeO陶瓷,可以常壓燒結;光傳輸特性好;無毒。
生產方法:將氨和鋁直接進行氮化反應,經粉碎、分級制得氮化鋁粉末。或者將氧化鋁和炭充分混合,在電爐中于1700℃還原制得氮化鋁。將高純度鋁粉脫脂(用抽提或在氮氣流中加熱到150℃)后,放到鎳盤中,將盤放在石英或瓷制反應管內,在提純的氮氣流中慢慢地進行加熱。氮化反應在820℃左右時發出白光迅速地進行。此時,必須大量通氮以防止反應管內出現減壓。這個激烈的反應完畢后,在氮氣流中冷卻。由于產物內包有金屬鋁,可將其粉碎,并在氮氣流中于1100~1200℃溫度下再加熱1~2h,即得到灰白色氮化鋁。另外,將鋁在1200~1400℃下蒸發氣化,使其與氮氣反應即得到氮化鋁的須狀物(金屬晶須)。此外,也有將AlCl3·NH3加成物進行熱分解的制法。直接氮化法:將氮和鋁直接進行氮化反應,經粉碎、分級制得。氮化鋁產品質量受反應爐溫、原料的預混合以及循環氮化鋁粉末所占的混合比例、氮化鋁比表面積等條件的影響。因此需嚴格控制工藝過程,得到穩定特性的氮化鋁粉末(如比表面積、一次粒徑、凝聚粒徑、松密度和表面特性等)。
氮化鋁與氮化硅是目前很適合用作電子封裝基片的材料,但他們也有個共同的問題就是價格過高。
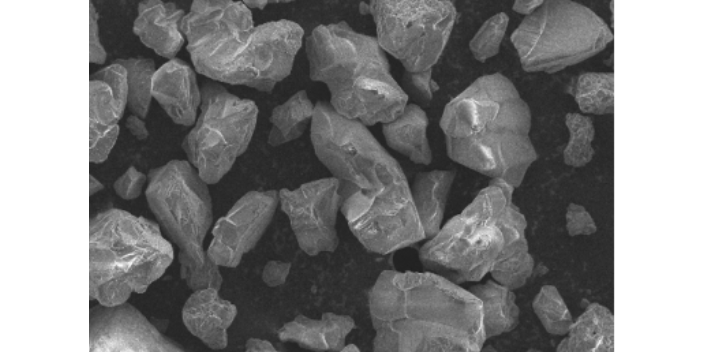
納米氮化鋁粉體主要用途:導熱塑料中的應用:納米氮化鋁粉體可以大幅度提高塑料的導熱率。通過實驗產品以5-10%的比例添加到塑料中,可以使塑料的導熱率從原來的0.3提高到5。導熱率提高了1l6倍多。相比較目前市場上的導熱填料(氧化鋁或哦氧化鎂等)具有添加量低,對制品的機械性能有提高作用,導熱效果提高更明顯等特點。目前相關應用廠家已經大規模采購納米氮化鋁粉體,新型的納米導熱塑料將投放市場。高導熱硅橡膠的應用:與硅匹配性能好,在橡膠中容易分散,在不影響橡膠的機械性能的前提下(實驗證明對橡膠的機械性能還有提高作用)可大幅度提升硅橡膠的導熱率,在添加過程中不象氧化物等使黏度上升很快,添加量很小(根據導熱要求一般在5%左右就可以使導熱率提高50%-70%),現較廣應用與,航空以及信息工程中。 在實際產品中,氮化鋁的晶體結構不能完全均均勻分布,并且存在許多雜質和缺陷。湖州球形氮化硼供應商
氮化鋁薄膜用于薄膜器件的介質和耐磨、耐熱、散熱好的鍍層。紹興單晶氧化鋁品牌
氮化鋁陶瓷的注射成型:排膠工藝,由于注射成型坯體中有機物含量較高,排膠過快會造成坯體開裂、起泡、分層和變形,因此,如何快速高效排膠成為注射成型的一大難點。排膠工藝包括熱排膠和溶劑排膠。起初主要采用熱排膠,簡單地把有機物燒除,這種方式能耗高、時間長。為了提高排膠效率,一些學者探索了溶劑排膠的工藝。由于粘結劑中石蠟占比重較大,溶劑排膠主要是將坯體中的石蠟溶解,其他粘結劑仍能維持坯體形狀。溶劑排膠結合熱工藝排膠可以縮短排膠時間。注射成型的工藝特點:可近凈尺寸成型各種復雜形狀,很少(或無需)進行機械加工;成型產品生坯密度均勻,且表面光潔度及強度高;成型產品燒結體性能優異且一致性好;易于實現機械化和自動化生產,生產效率高。紹興單晶氧化鋁品牌
- 紹興單晶氧化鋁品牌 2024-05-15
- 大連球形氮化鋁粉體多少錢 2024-05-07
- 嘉興片狀氮化鋁粉體生產商 2023-11-13
- 大連導熱氮化硼銷售公司 2023-11-12
- 超細氮化鋁多少錢 2023-11-12
- 杭州絕緣氧化鋁廠家 2023-11-12
- 寧波微米氮化硼 2023-11-11
- 衢州高導熱氧化鋁供應商 2023-11-11
- 深圳絕緣氮化硼廠家 2023-11-11
- 東莞超細氧化鋁多少錢 2023-11-10
- 麗水球形氮化硼商家 2023-11-09
- 陶瓷氮化硼商家 2023-11-02