- 品牌
- 西門子
- 型號
- 6ES7590-1AF30-0AA0
- 類型
- 靜壓導軌
- 滑行軌跡
- 安裝導軌
- 是否庫存
- 是
- 是否批發
- 是
- 材質
- 鋁合金材
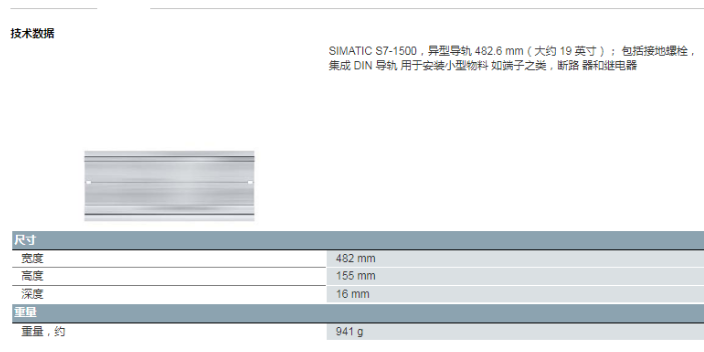
- 外形尺寸
- 530*155*16
- 滑軌長度
- 530mm
- 滑軌寬度
- 155mm
- 滑塊個數
- 1
- 重量
- 1.034
- 產地
- 德國
- 廠家
- 西門子
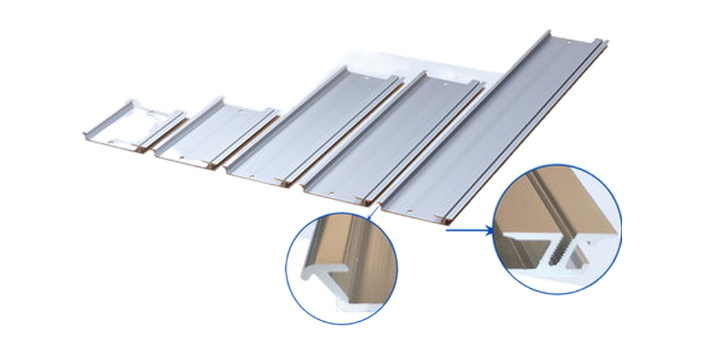
DIN導軌是S7-300可編程控制器的機械安裝導軌,該導軌用螺絲安裝在固定物上面。S7-300的所有模塊均直接用螺絲固定在導軌上,導軌采用鋁合金制作,為了防止表面鋁被氧化影響接地性能,表面特別鍍上金屬絲,另設接地螺絲,保證裝上模塊的整個系統有效的接地,產品包裝。表面精密氧化處理。SIMATICS7-300的機械安裝機架用于安裝調試可用螺絲擰緊到墻上安裝方式:可以垂直或水平安裝S7-300。所允許的環境空氣溫度和CPU模塊的位置如下:垂直裝配:0℃至40℃水平裝配:0℃至60℃始終將CPU和電源模塊安裝在左側或底部。安裝間距:必須保持如圖中所示的間距,以便為安裝模塊提供充足的空間,并能夠散發模塊所產生的熱量。下圖顯示的是安裝在多個機架上的S7-300裝配,其中顯示了各機架與相鄰組件、電纜槽、機柜壁之間的間距。例如,在沿電纜槽為模塊接線時,屏蔽接觸元件底部與電纜槽間的小間距為40mm。DIN導軌安裝孔要求DIN導軌具有用于固定螺絲的4個孔和1個接地導線螺栓一米長以上的裝配導軌可以削減到任何特殊長度。不帶用于固定螺絲的安裝孔和接地導線螺栓。四個用于安裝固定螺絲的孔(關于尺寸大小的信息,請參閱“固定孔的尺寸”)如果導軌長度超出了830mm,則必須提供附加孔。 功能模塊 (FM): 用于完成計數、定位和凸輪控制等要求苛刻的任務的專業模塊。楊浦區西門子PLC安裝導軌6ES73901AB600AA0
SIMATICS7-400有多個型號:S7-400:中、性能的功能強大的PLC,具有模塊化結構和免風扇的設計。S7-400H:采用冗余設計的容錯自動化系統,適用于故障安全型應用。S7-400F/FH:采用冗余設計的故障安全自動化系統,也具備高可用性。S7-400S7-400自動化系統采用模塊化設計。它擁有豐富的模塊,這些模塊可進行各種組合。系統包含下列組件:電源模塊(PS):用于將SIMATICS7-400連接到120/230VAC或24VDC電源電壓。CPU:配有集成PROFIBUSDP接口的不同CPU具有不能范圍。根據具體型號,這些CPU也可以帶有集成PROFINET接口。使用PROFIBUS接口,多可以連接125個PROFIBUSDP從站。可以將多256個PROFINETIO設備連接到PROFINET接口。SIMATICS7-400的所有CPU均可處理極大型的配置。此外,在一個控制器中的多重計算模式下,多個CPU可以協同工作以提高性能。這些CPU處理速度快且具有確定性響應時間,可實現較短機器循環時間。 浦東新區代理西門子PLC安裝導軌6ES75901AC400AA0中間柜 插入式設計,配有: 輸出饋線和接觸器組件(無熔斷器,有熔斷器),可用于: 電機。
且集油槽的左側端面位于安裝塊左側端面的左側,集油槽的左側端面位于毛刷中刷毛末端所在平面的右側;出油嘴固定連接在安裝塊上,且出油嘴的出油端位于臺階部中底面的上方,出油嘴通過三通與注油管相連通;所述機架包括安裝板、限位板和卡塊,兩個限位板對稱固定連接在安裝板上,兩卡塊固定連接在安裝板上,且一個卡塊對應與一個限位板相互卡接。進一步地,所述限位板包括一種板體和第二板體,一種板體與安裝板相焊接,第二板體與一種板體相焊接,且第二板體與安裝板相平行,在第二板體上設有卡槽。進一步地,所述卡塊包括u形本體、j形掛鉤和鎖緊螺栓,j形掛鉤穿設在u形本體的一側端面上,在j形掛鉤上旋接螺母并將j形掛鉤與u形本體固定連接,u形本體另一側邊的末端90°折彎并形成固定邊,鎖緊螺栓插接于固定邊上,并貫穿于卡槽和安裝板,在鎖緊螺栓上旋接三個螺母,兩個螺母位于卡槽的前后兩側,一個螺母位于安裝板后側并將u形本體與安裝板固定連接。進一步地,所述j形掛鉤的掛鉤槽與u形本體上的槽位于同一高度平面上。進一步地,所述毛刷包括刷毛和刷板,刷毛固定在刷板上,在安裝塊的左側端面上設有用于安裝刷板的安裝凹槽,刷板通過螺釘固定于安裝凹槽內。進一步地。
本工藝標準是對電梯安裝工程質量的比較低要求,所規定的項目都必須達到合格。電梯安裝工程質量驗收除應執行本工藝標準外,尚應符合現行有關國家標準的規定。2術語電梯安裝工程電梯生產單位出廠后的產品,在施工現場裝配成整機至交付使用的過程。注:本工藝標準中的“電梯”是指電力驅動的曳引式或強制式電梯、液壓電梯。電梯安裝工程質量驗收電梯安裝的各項工程在履行質量檢驗的基礎上,由監理單位(或建設單位)、土建施工單位、安裝單位等幾方共同對安裝工程的質量控制資料、隱蔽工程和施工檢查記錄等檔案材料進行審查,對安裝工程進行普查和整機運行考核,并對主控項目全驗和一般項目抽驗,根據本工藝標準以書面形式對電梯安裝工程質量的檢驗結果做出確認。土建交接檢驗電梯安裝前,應由監理單位(或建設單位)、土建施工單位、安裝單位共同對電梯井道和機房(如果有)按本工藝標準的要求進行檢查,對電梯安裝條件作出確認。3基本要求安裝單位施工現場的質量管理應符合下列規定:具有完善的驗收標準、安裝工藝及施工操作規程。在沿電纜槽為模塊接線時,屏蔽接觸元件底部與電纜槽間的小間距為40mm。
每根至少應有兩個導軌支架。4m至3m長的轎廂導軌可不受此限,但導軌支架間距不得大于2m。如廠方圖紙有要求則按其要求施工。(微信公眾號:電梯):根據每部電梯的設計要求及具體情況選用下述方法中的一種。:1預埋鐵表面混凝土。若預埋鐵打在混凝土井壁內,則要從混凝土中剔出。2按安裝導軌支架垂線核查預埋鐵位置,若其位置偏移,達不到安裝要求,可在預埋鐵上補焊鐵板。鐵板厚度δ≥16mm,長度一般不超過300mm。當長超過200mm時,端部用不小于φ16的膨脹螺栓固定于井壁。加裝鐵板與原預埋鐵搭接長度不小于50mm,要求三面滿焊(圖)。圖3安裝導軌支架:(1)安裝導軌支架前,要復核由樣板上放下的基準線(基準線距導軌支架平面1~3mm,兩線間距一般為80~100mm,其中一條是以導軌中心為準的基準線,另一條是安裝導軌支架輔助線(圖))。(2)測出每個(微信公眾號:電梯)導軌支架距墻的實際高度,并按順序編號進行加工;(3)根據導軌支架中心線及其平面輔助線,確定導軌支架位置,進行找平、找正。然后進行焊接;(4)整個導軌支架不平度應不大于5mm;(5)為保證導軌支架平面與導軌接觸面嚴實,支架端面垂直誤差小于1mm(圖);(6)導軌支架與預埋鐵接觸面應嚴密。 S7-300的機械安裝機架 用于安裝調試 可用螺絲擰緊到墻上。浦東新區代理西門子PLC安裝導軌6ES75901AC400AA0
8PT SIVACON 低壓配電盤是用于建筑和工業技術的標準化方案。楊浦區西門子PLC安裝導軌6ES73901AB600AA0
包括側面與頂面)與安裝基準線每5m的偏差均不應大于下列數值:轎廂導軌和設有安全鉗的對重(平衡重)導軌為;不設安全鉗的對重(平衡重)導軌為。轎廂導軌和設有安全鉗的對重(平衡重)導軌工作面接頭處不應有連續縫隙,導軌接頭處臺階不應大于。如超過應修平,修平長度應大于150mm。(平衡重)導軌接頭處縫隙不應大于,導軌工作面接頭處臺階不應大于。5施工準備設備、材料要求::電梯導軌、導軌支架、壓道板、接道板、導軌基礎座及相應的連接螺絲等規格、數量要和裝箱單相符。產品要有出廠檢驗合格及技術文件。:凡使用的材料應有檢驗合格證或檢驗資料。使用的材料見表,根據電梯設計不同分別采用。安裝導軌支架和導軌所使用的材料表材料名稱規格要求鍍鋅膨脹螺栓根據設計要求決定過墻穿釘根據設計要求決定一般直徑≥δ20鋼板δ=16或δ=20的普通低碳鋼電焊條水泥標號不小于砂子中沙含泥量小于5%石子豆石用水沖洗施工機具、設備、施工現場要求:小型卷揚機、電焊機、手砂輪、電錘、尼龍繩(提軌道用)、鋼絲繩索(固定滑輪用)、滑輪、電焊工具、榔頭、扳子、鏨子、鋼板尺、鋼盒尺、塞尺、找道尺、鐵鍬、小鏟、水桶、小灰桶、油石、對講機(或耳機電話)。:1梯井墻面施工完畢。楊浦區西門子PLC安裝導軌6ES73901AB600AA0
SB1232模擬量輸出信號板技術規范型號SB1232AQ1x12位訂貨號(MLFB)6ES7232-4HA30-0XB0常規尺寸WxHxD(mm)38x62x21mm重量40g功耗(SM總線)15mA電流消耗(24VDC)40mA(無負載)模擬輸出輸出路數1類型電壓或電流范圍±10V或0-20mA精度電壓:12位電流:11位滿量程范圍(數據字)電壓:-27,648-27,648電流:0-27,648精度(25oC/0-55oC)滿量程的±±1%穩定時間(新值的95%)電壓:300μS(R)、750μS(1uF)電流:600μS(1mH)、2ms(10mH)負載阻抗電壓:≥1000Ω...
- 閔行區西門子西門子PLC安裝導軌6ES73901AB600AA0 2025-03-22
- 江蘇SIEMENS西門子PLC安裝導軌6ES73901AB600AA0 2025-03-20
- 松江區主營西門子PLC安裝導軌6ES75901AJ300AA0 2025-03-18
- 長寧區配套西門子PLC安裝導軌6ES75901AJ300AA0 2025-03-17
- 閔行區配套西門子PLC安裝導軌6ES73901AJ300AA0 2025-03-17
- 徐州SIEMENS西門子PLC安裝導軌 2025-03-15
- 徐匯區供應西門子PLC安裝導軌6ES73901BC000AA0 2025-03-12
- 上海**西門子PLC安裝導軌6ES73901AE800AA0 2025-03-11
- 楊浦區西門子PLC安裝導軌6ES73901AB600AA0 2025-03-01
- 青浦區配套西門子PLC安裝導軌6ES75901BC000AA0 2025-02-27



- 長寧區西門子PLC安裝導軌6ES73901AJ300AA0 2024-11-14
- SIEMENS西門子PLC安裝導軌6ES75901AB600AA0 2024-11-10
- 南京配套西門子PLC安裝導軌6ES73901AE800AA0 2024-11-06
- 崇明區模塊西門子PLC安裝導軌 2024-11-06
- 江蘇供應西門子PLC安裝導軌6ES7590-1AE80-0AA0 2024-11-01
- 嘉定區SIEMENS西門子PLC安裝導軌6ES73901AJ300AA0 2024-10-31





- 陜西I/O輸入輸出模塊6ES72231PH220XA8 07-05
- 云南小型繼電器AD16系列信號指示燈 07-05
- 江蘇訂做電流互感器系列ALH0.66 30I-I 200 5 0.5R 5VA 1T-H 07-05
- 蘇州訂做限位開關ALS1 P 07-05
- 直供I/O輸入輸出模塊6ES75317QD000AB0 07-05
- 西門子I/O輸入輸出模塊6ES75922AX000AA0 07-05
- I/O輸入輸出模塊6ES72221EF220XA0 07-05
- 寧夏I/O輸入輸出模塊6ES72320HB220XA8 07-05
- 廣西I/O輸入輸出模塊6ES71555AA000AB0 07-04
- 崇明區限位開關ALS1 M 07-04