- 品牌
- 賦耘
- 型號
- FY-MH-100
- 類型
- 低倍組織熱酸蝕裝置
- 工作室尺寸
- 長40*400m250
- 溫度波動度
- 誤差±1℃
- 加工定制
- 是
- 外形尺寸
- 520x496x550
- 重量
- 20
- 廠家
- 賦耘
- 產地
- 上海
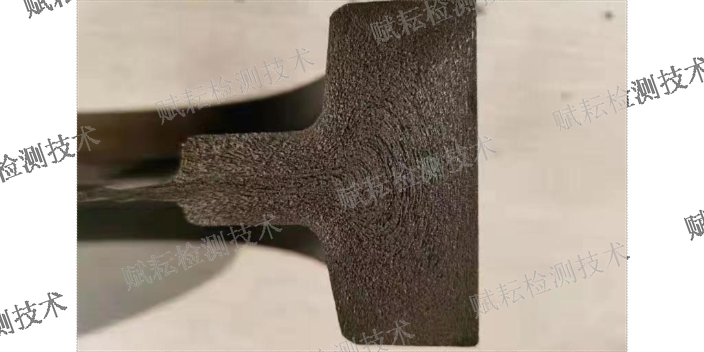
全自動低倍組織酸蝕系統實施例中提供了一種低倍組織酸蝕方法,具體包括步驟試樣切害,由火焰切割機對試樣進行切割;試樣冷卻,由叉車把切割好的所述試樣運送到自動試驗平臺,所述自動試驗平臺通過冷卻風扇進行冷卻作業;銑磨加工,通過自動行車采用電磁起吊方式將所述試樣吊運到銑磨床進行加工;、試樣腐蝕,銑磨床加工完畢后將所述試樣輸送至全自動電解腐蝕機處,由電解腐蝕機對試樣進行腐蝕并清洗;試樣拍照,由輸送帶輸送試樣到拍照點,由照相機對試樣自動拍照,并將所述試樣返回貨架。低倍組織酸蝕方法中,分別包括有五個步驟,其分別為:試樣切割、試樣冷卻、試樣的銑磨加工、試樣腐蝕以及試樣拍照。在上述五個步驟中,對試樣進行切割采用火焰切割機,并且在后續的加工工序中使用了自動試驗平臺,其中進行低倍組織腐蝕作業相比于傳統人工作業,由于本發明采用了較多的自動化設備,因此,極大程度地提高了試樣低倍組織酸蝕作業的安全性。 低倍電解腐蝕裝置低倍加熱腐蝕裝置現貨!河南耐強酸低倍腐蝕操作說明

低倍組織熱酸蝕裝置,該裝置包括控制器(1)、酸蝕器(2),所述的控制器(1)由計算機和可控硅組成,所述的酸蝕器(2)包括酸蝕槽(3)、樣品框(4)、溫度傳感器(5)、接地棒(6)、酸蝕槽上蓋(7),其特征在于,所述的酸蝕器還包括電加熱器(8)、保護板(9)、多層樣品層板(10),安裝固定板(11),所述的電加熱器(8)設置于酸蝕槽(3)底部,所述的保護板(9)呈L形,置于電加熱器(8)上方,樣品框(4)置于保護板(9)上,樣品框(4)上放置多層樣品層板(10),所述的安裝固定板(11)設置在酸蝕槽(3)一側面,溫度傳感器(5)、接地棒(6)和電加熱器(8)均固定在安裝固定板(11)上,所述的控制器(1)和酸蝕器(2)分開放置,溫度傳感器(5)、接地棒(6)和電加熱器(8)分別用長導線經安裝固定板(11)上的孔穿出與控制器(1)連接,酸蝕槽上蓋(7)與酸蝕槽密封連接。2.根據權利要求1所述的低倍組織熱酸蝕裝置,其特征在于,所述的電加熱器(8)由電熱絲(81),電熱絲外包鐵管(82)以及鐵管外包聚四氟乙烯管(83)組成。3.根據權利要求1或2所述的低倍組織熱酸蝕裝置,其特征在于,所述的電加熱器(8)蛇形彎曲均勻平鋪于酸蝕槽底部。4.根據權利要求1所述的低倍組織熱酸蝕裝置,其特征在于,所述的保護板(9)通過其底部支架與酸蝕槽。 河南耐強酸低倍腐蝕操作說明OEM電解拋光腐蝕儀低倍加熱器低倍熱酸蝕設備!

低倍組織熱酸蝕裝置在酸洗槽2內放入鋁樣板并倒入酸溶液,所述酸溶液為硝酸、鹽酸和水按1:1:1的重量比例配制的混合溶液,酸溶液的用量以浸沒鋁樣板高度的一半為宜,通過酸溶液對鋁樣板表面進行腐蝕,腐蝕時間為5分鐘左,直至鋁樣板顯現鋁合金的晶粒;之后,將鋁樣板放入水槽5內清洗鋁樣板表面,清洗完畢后觀察鋁樣板上的晶粒的尺寸,根據行業標準判斷鋁樣板上的晶粒尺寸合格與否。在堿洗槽3內放入鋁樣板并倒入堿液,所述堿液為氫氧化鈉和水按1:1的重量比例配制的混合溶液,堿液的用量以浸沒鋁樣板高度的一半為宜,通過堿液對鋁樣板表面進行腐蝕,腐蝕時間為10分鐘,直至去除鋁樣板表面的油脂;之后,將鋁樣板放入水槽5內清洗鋁樣板表面,清洗完畢后即可觀察鋁樣板表面的缺陷情況;炸洗槽4的作用是模擬產品的后續表面清洗工藝,了解其處理后的表面質量情況,使生產工藝和質量控制更有針對性。首先在炸洗槽4內倒入炸洗液,所述炸洗液采用炸粉與水進行配制,通過炸洗液對鋁樣板進行炸洗,炸洗時間10分鐘,炸洗結束后,將鋁樣板放入水槽5內清洗鋁樣板表面,分析鋁樣板表面質量是否符合要求。其中,炸洗槽內4的溶液類型也可根據實際需要進行調整,并不只限于炸洗液。其中。
全自動低倍組織酸蝕系統試驗平臺上設置有對鋼樣進行降溫的冷卻風扇。冷卻風扇對經過火焰切割機和液壓升降帶鋸切割鋼樣進行風冷降溫。行車為雙梁式智能行車,便于鋼樣在各個設備之間搬運,提高了檢測鋼樣質量的效率。其中,雙梁式智能行車采用變頻電機或伺服電機驅動,在激光測距儀的定位下控制沿X、Y軸方向移動,確保鋼樣能自動傳送到預定位置。Z軸升降方式采用剛性導向柱形式,做到在移動過程中避免工件的晃動,行車包括:將鋼樣吊起的永磁吸盤。可以保障鋼樣在吊起的過程中不脫落。行車還包括,設置于升降軸底部的自動定位緩沖裝置。龍門銑磨床I為雙軸雙工位銑磨床,即先進行銑削加工,再進行磨加工,采用PLC(ProgrammableLogicController,可編程邏輯控制器)控制X和Z軸兩軸聯動,在龍門架左右兩邊分別安裝銑床主軸箱和砂帶機;龍門銑磨床I的工作臺的操作范圍不小于鋼樣的尺寸。 低倍組織加熱腐蝕熱酸蝕裝置檢測鑄件材料缺陷!

賦耘低倍組織熱酸蝕裝置主要特點:該裝置根據《GB226-2015鋼的低倍組織及缺陷酸蝕檢驗法》進行低倍組織熱酸蝕,以檢查鋼材原材料缺陷或鍛造流線;采用PLC及可控硅控制低倍組織熱酸蝕過程,消除了低倍組織制樣過程的不確定性,提高低倍組織制樣的重復性;溫度得到嚴格控制,鹽酸的揮發降低,從而改善工作環境;液位自動檢測并報警,有效防止干燒;分離的沉淀物過濾板,防止雜質沉底,保護加熱器,方便清洗和更換;酸蝕槽采用特殊材料制作,耐強酸、耐高溫;備有三層樣品托盤,可同時放置、處理三層樣品,并方便樣品放入和取出;酸蝕槽的有效空間大,并可按用戶需求定制酸蝕槽結構緊湊,可放在抽風柜中,以改善工作環境;電源及控制部分與酸蝕槽分開,可保證整個系統的耐腐蝕性;備有排放酸液的閥門,酸液排放簡便;所有部件可拆卸,酸蝕槽清理方便。低倍組織熱酸蝕裝置LMH控溫范圍室溫-100℃,溫度控制精度誤差±1℃,控溫時間0-99min,提示功能控溫和定時蜂鳴器斷續聲提醒電子元器件,觸摸屏,單片機,電源電壓AC-220V50/60HZ,加熱器功率3Kw(其他功率、電壓可定制),工作溫度5-40℃,濕度0-95%相對濕度,有效尺寸長400mm*寬400mm*高250mm外形尺寸長520mm*寬496mm*高550mm,重量20Kg。 低倍電解腐蝕裝置腐蝕和儲存酸液分離!河北耐強酸低倍腐蝕
金屬制品金相制樣電解拋光腐蝕儀賦耘廠家直供!河南耐強酸低倍腐蝕操作說明
全自動低倍組織酸蝕系統通過上述結構改進,對鋼樣進行單面立銑,需將經銑磨過的立面浸入酸洗機中,不需要將整個鋼樣浸沒在酸洗機中,節省了鹽酸的用量,同時,避免了浸沒整個鋼樣時出現的鹽酸外濺的情況,因此該全自動低倍組織酸蝕系統能夠簡便、安全地對鋼材試樣進行質量檢測。并且,在上述結構設計中,酸霧處理裝置中的所有通風管路均采用PVC(聚氯乙烯)材料。在現有技術中,沒有酸霧處理裝置,酸霧揮發對設備造成腐蝕。在本發明中,包括酸霧處理裝置,從而可以有效地降低酸霧對設備的腐蝕程度,延長設備的使用壽命。具體實施方式中,還包括:對鋼樣進行第二次切割的液壓升降帶鋸。由于火焰切割機加工的鋼樣厚度大,精度不高,因此還需要使用液壓升降帶鋸對鋼樣進行二次加工,可以獲得精度較高的鋼樣。因此,采用液壓升降帶鋸對鋼樣進行二次加工,可以加工出尺寸不超出龍門銑磨床I的工作臺范圍的鋼樣。在實際應用中,液壓升降帶鋸對橫向鋼樣進行兩次切割,對縱向鋼樣進行三次切割。 河南耐強酸低倍腐蝕操作說明
賦耘檢測技術(上海)有限公司位于海灣旅游區奉炮公路141弄49號1幢635。公司業務分為金相設備耗材檢測技術,拋光液拋光膏拋光劑拋光粉,砂紙切割片碳化硅氧化鋁,熱鑲嵌料冷鑲嵌料鑲嵌機等,目前不斷進行創新和服務改進,為客戶提供良好的產品和服務。公司秉持誠信為本的經營理念,在五金、工具深耕多年,以技術為先導,以自主產品為重點,發揮人才優勢,打造五金、工具良好品牌。賦耘金相設備耗材憑借創新的產品、專業的服務、眾多的成功案例積累起來的聲譽和口碑,讓企業發展再上新高。
低倍組織熱酸蝕裝置在酸蝕槽中加入適量的1:1的鹽酸水溶液,同時考慮放置樣品的體積。若太高,液體易漏出;若太低,液體將不能淹沒電加熱器,電加熱器將會燒壞。在開電源之前應注意,由于酸液在長期使用中會減少,因此,在開電源之前,必須檢查液面的高低,以保證有足夠的液體,使液面高于電加熱器的加熱部分,否則,應添加腐蝕液插上電源,打開控制器背面的電源開關;按選擇按鈕一次,再按增加或減少按鈕,可設定加熱溫度。按標準一般設定為70。C;再按選擇按鈕一次,再按增加或減少按鈕,可設定在設定加熱溫度下的保溫時間。一般設定為20分鐘;再按選擇按鈕一次,即完成設定;按加熱按鈕,加熱燈亮,表示開始加熱;當液體溫度達到...
- 遼寧鋼材料缺陷低倍腐蝕怎么選擇 2025-07-12
- 重慶鍛造流線低倍腐蝕怎么使用 2025-07-12
- 四川鋼鐵行業低倍腐蝕怎么選擇 2025-07-08
- 河南耐強酸低倍腐蝕什么品牌性價比高 2025-07-06
- 天津金屬材料斷口低倍腐蝕什么品牌性價比高 2025-07-05
- 天津金屬材料斷口低倍腐蝕用什么腐蝕液 2025-06-25
- 低倍腐蝕什么價格 2025-06-24
- 江蘇鋼鐵行業低倍腐蝕廠家直銷 2025-06-23
- 重慶金屬制品低倍腐蝕代理加盟 2025-06-22
- 陜西金屬制品低倍腐蝕操作說明 2025-06-22



- 吉林金屬材料斷口低倍腐蝕什么品牌性價比高 2025-06-21
- 浙江金屬制品低倍腐蝕 2025-06-21
- 北京金相低倍腐蝕怎么使用 2025-03-29
- 山西金相低倍腐蝕廠家直銷 2025-03-29
- 浙江鍛造流線低倍腐蝕酸霧系統 2025-03-27
- 廣東金相低倍腐蝕酸霧系統 2025-03-26


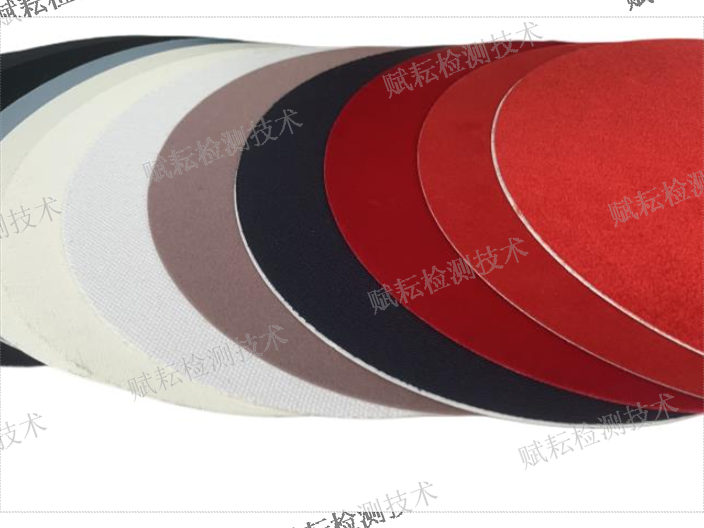

- 上海賦耘國產金相拋光布怎么選 07-15
- 江蘇帶背膠帆布金相拋光布大概多少錢 07-14
- 北京金相拋光布代理加盟 07-14
- 湖北鈦合金金相拋光布品牌排行榜 07-14
- 湖北帶背膠阻尼布金相拋光布怎么選 07-14
- 廣東帶背膠真絲絨金相拋光布怎么選 07-14
- 江西布氏硬度計代銷 07-14
- 江蘇帶背膠醋酸金相拋光布 07-13
- 福建鋼鐵行業低倍腐蝕什么價格 07-13
- 湖北鋁合金金相拋光布材質有哪些 07-13