故將次梁的中心線及次梁翼寬度返彈到次梁面上的樓承板上。(2)在堆料場地將樓承板分層分區按料單請理出,并注明編號,區分清楚層、區、號,用記號筆標明,并準確無誤的運至施工指定部位。(3)吊運時采用zhuan用軟吊索,保證樓承板材料不變形、局部不卷邊。鋼結構設計多層的一般采用3層一節柱安裝工藝,(單層就不用多說了)安裝樓承板時與鋼結構柱梁同事施工,至少應該相差3層。因策樓承板吊運時只能從上層的梁柱間傳統,而起重工分分層在梁柱間控制。(4)采用等離子切割機剪板鉗裁剪邊角,裁切放線時富余量應該控制在5mm范圍內,澆筑混泥土時應采取措施,防止漏漿。(5)樓承板與樓承板間連接采用咬口鉗壓合,使單片樓承板間連成整板。先點焊樓承板側邊,在固定兩端頭,后面采用栓釘固定。(6)加強混泥土養護。B 型鋼筋桁架模板則是將鋼筋桁架與竹膠板等模板在施工現場組裝后起吊安裝。江蘇無人化生產全自動鋼筋桁架焊接生產線機械設備
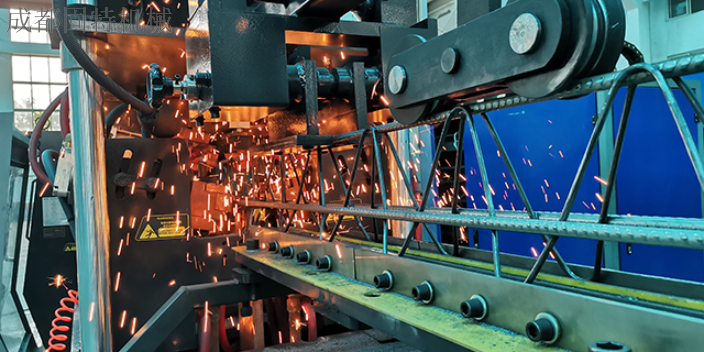
相信建筑工地鋼筋工們都知道鋼結構具有強度高,自重輕,結構可靠性高,綠色環保,可重復利用等優勢,使其在結構施工中應用愈發guang泛。下面小編為大家簡單總結了兩種焊接的方法,希望對于一些剛剛入行到工友帶來幫助,具體如下:一、組裝焊接1、按次序進行拼裝,當有隱蔽焊縫時須先施工焊接,為減少變形應優先采取小件組焊,經矯正后再進行大件組裝;板材及型材應在組裝前拼接,注意控制焊接殘余應力。2、提前涂裝構件的隱蔽部位,焊前應qing除焊件坡口表面及兩側的鐵銹、油污等雜質,桁架結構桿件裝配時須著重控制軸線交點與允許偏差。3、裝配時端板要求頂緊磨光或噴砂處理的部位,且須檢查其頂緊接觸面是否至少75%達到緊貼。4、焊條使用前須結合產品技術要求進行烘干,酸性焊條一般150°C烘干,時間1~2h,堿性焊條一般350~400°C烘干,時間1~2h。焊條烘干后從取出到施焊不宜超過2h,單根焊條烘干次數不應超過2次。5、焊接時應在組裝好的構件上施焊,焊前應核對焊接工藝規定參數及焊接順序。二、螺栓連接1、gao強度螺栓使用前應對螺栓的技術參數指標進行復檢,并在班前和班后進行扭矩校正,控制誤差不超過3%。寧夏裝配式全自動鋼筋桁架焊接生產線如何定制可減少現場施工任務量;

在對于層數不高的工業廠房還是比較合適的。這個可以規避鋼筋桁架板在高層建筑里大量占用吊車的弊端。那鋼筋桁架板的缺點呢?1.我認為在跨距,鋼筋桁架的價格不便宜;2.鋼筋桁架板的運輸費用較高,且在運輸過程中造成搭接端的損壞,這樣就需要施工現場修復,影響安裝進度和造成安裝成本升高,嚴重的話會影響質量和施工安全;3.在施工過程中,由于鋼筋桁架板的單塊板的重量較重(工人兩個人不能抬動,而樓承板兩個工人可以抬得動),所以使用吊車比較多,這樣會影響到其他專業的進度,而且安裝的費用比較貴(約為樓承板安裝費用的3倍);4.施工過程中,開洞和安裝管線比較麻煩,(這一點也是設計院和施工單位多次和我提到的)尤其是開洞,如果處理不好,會造成,在澆注混凝土時會造成安全事故。2010年中建某單位,就是由于這個原因造成了人員傷亡的安全事故;5.這也是一個很重要的問題,就是由于鋼筋桁架板是由鋼筋和鍍鋅板焊接而成,如果焊接的機具質量不好的話,焊接的質量就會有問題,那么就會形成“脫焊”,這個是致命的,如果大面積的話,那發生安全事故的概率非常高。
全自動桁架機械手的優缺點1、采用**度結構鋼,整體強度高,不易振動搖晃。直線導軌和齒輪齒條運動機構,承載能力極強,剛性較好。2、安裝調整要求低,相比于繁雜的關節機器人,結構設計便于人員理解、操作簡單、維護方便。3、便于維護,導軌如果有損傷,螺栓連接方式,更換方便。4、可配置為全閉環系統,即會實時檢測機械手控制系統發出指令和實際位置是否一致(如非全閉環、齒輪損壞等實際不移動不準確,而控制系統無法感知),Z軸檢測到往下掉時可機械鎖止,防止發生安全事故。5、性價比高,相對于同等負重的關節機器人,桁架機械手的造價成本更低。6、全自動桁架機械手一般架在設備上方,不占用地面空間,更利于車間規劃和作業的便利性。二、全自動桁架機械手缺點桁架機械手的高度和長度,以及機械手臂的活動行程一般根據現場工作范圍量身定制,通用性較差。減少客戶后期維護的費用;
樓板強度和剛度即鋼筋桁架的強度和剛度,鋼筋桁架模板自重、混凝土重量及施工荷載全由鋼筋桁架承受。混凝土結硬是在鋼筋桁架模板變形下進行的,所以樓板自重不會使板底混凝土產生拉力,在除樓板自重以外的yong久荷載及樓面活荷載作用下,板底混凝土才產生拉力。這樣,樓板開裂延遲,樓板的剛度比普通現澆混凝土樓板大。在使用階段,鋼筋桁架上下弦鋼筋與混凝土一起共同工作,此樓板與鋼筋混凝土疊合式樓板具有相同的受力性能,雖然受拉鋼筋應力超前,但其承載力與普通鋼筋混凝土樓板相同。采用壓型鋼板做底模時,鋼板jin厚,計算樓板承載力及撓度時不考慮其作用,故底部無需做防火處理。但在正常使用情況下,鋼板的存在改善了樓板下部混凝土的受力性能,增加了樓板的剛度。鋼筋桁架混凝土樓板設計在混凝土從澆筑到達到設計強度過程中,樓板受力明顯不同。所以應進行使用及施工兩階段計算:使用階段計算包括樓板的正截面承載力計算、樓板下部鋼筋應力控制驗算、支座裂縫控制驗算以及撓度驗算。施工階段計算包括上下弦桿強度驗算、受壓弦桿和腹桿穩定性驗算以及桁架撓度驗算。設計步驟確定設計基本參數設計基本參數包括樓板的跨度、厚度,兩個階段板支座情況,鋼筋種類。鋼筋桁架樓承板也是能夠減少現場的捆扎量并加快施工的效率完成整體的施工進度增加其安全保證。山西什么是全自動鋼筋桁架焊接生產線一體化
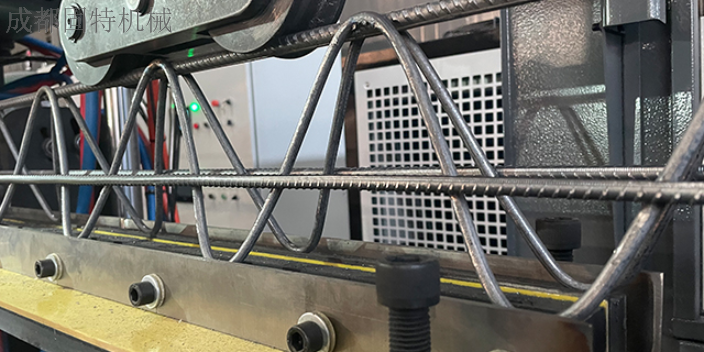
鋼筋桁架樓承板是由鋼筋、桁架、樓承板組成,在壓型樓承板的基礎上改進而來,是一種新興建筑材料。江蘇無人化生產全自動鋼筋桁架焊接生產線機械設備
隨著城市規模的日益擴張,新一輪工業的進行以及自動化技術不斷更新換代,工業轉型的呼聲日漸高漲。多高層鋼結構的迅猛發展,對于工程工期、質量都提出了更高的要求。而在施工建設環節中的樓板施工方法,往往是影響工期的重要因素。混凝土預制構件幾乎無處不在,而在超高層采用PC結構且要達到高裝配率,成本增加和建造效率降低是需要考慮的問題。裝配式鋼筋桁架作為現代預制裝配式建筑必不可少的構件之一,在整體項目中起到了必不可少的作用。裝配式鋼筋桁架由三根拉直的鋼筋按三角形布置,通過兩根長波浪形彎曲的腹桿鋼筋電阻點焊連接成型,鋼筋型號多樣、間距穩定,適合作為連接混凝土薄板與二次澆筑的夾心混凝土之間的連接筋,采用鋼筋桁架的疊合樓板可承受更大的剪應力。中構生產的桁架鋼筋主要有以下幾個特點:1.自動化設備生產,耗損低,產能高,人工成本低,產品競爭優勢明顯;2.桁架受力模式合理,選材經濟,綜合造價優勢明顯;3.現場鋼筋綁扎工作量減少60%~70%,更進一步縮短工期;質的主輔材供應,自動化設備生產,產品質量穩定;5.通過調整桁架高度和鋼筋直徑以適用于跨度較大的樓板;6.力學性能與傳統現澆基本等同,抗裂性能好;7.工廠化生產,不受集結影響。江蘇無人化生產全自動鋼筋桁架焊接生產線機械設備