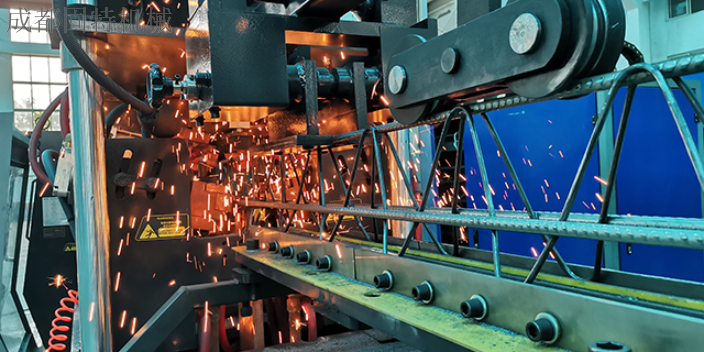
c.桁架撓度施工階段鋼筋桁架樓承板的撓度應按荷載的標準組合進行計算,撓度與跨度的比值應不大于1/180,且撓度值應不大于20mm。3、計算實例以本工程3層夾層板為例,鋼筋桁架樓承板計算結果見表1。鋼筋桁架樓承板計算結果四、鋼筋桁架樓承板施工技術1、工藝流程彈線→清板→吊運→布板→切割→壓合→側焊、端焊→留洞→封堵→驗收→栓釘→砌塊施工→布筋→埋件→混凝土澆筑及養護。2、型材連接方法⑴鋼筋桁架樓承板鋪設與鋼梁連接,板端頭與鋼梁熔透點焊,中間采用栓釘與鋼梁穿透熔焊;鋼筋桁架樓承板間用zhuan用夾緊鉗咬合壓孔連接;端頭用zhuan用鍍鋅邊模鋼板與鋼筋桁架樓承板或鋼梁點焊;典型連接方法如圖。支座連接圖⑵在鋼筋桁架樓承板與混凝土墻連接時,應加設角鋼,并用膨脹螺栓固定在混凝土墻上,如圖4。樓板與混凝土墻(柱)連接3、樓層標高的調整方法⑴當樓面層結構標高變化不一時,采取加焊Z型支架及附加鋼筋措施,使水平結構呈臺階過渡,如圖a;板面高差處節點圖⑵降低標高時,在工字梁腹板加焊Z型支架和附加鋼筋,如圖b。4、樓面留洞處理混凝土樓面板預留孔洞,開洞直徑或寬度小于100mm時可不設加強筋,混凝土澆注完畢并達到設計強度后切割洞口。它實現了機械化生產更加有利于均勻地排列鋼筋的間距并保證混凝土的保護層厚度一致,提高了樓板的施工質量。陜西流水線加工的全自動鋼筋桁架焊接生產線機械設備
關于鋼筋桁架樓承板運用范圍:產品guang泛用于電廠、電力設備、汽車展廳、鋼結構廠房、水泥構廠房、水泥庫房、鋼結構辦公室、機場候樓、火車站、體育場館、音樂廳、大劇院、大型超市、物流中心、奧運場館等鋼結構建筑。鋼筋桁架樓承板特點:可靠:鋼筋排列均勻,上下層鋼筋間距及混泥土保護層厚度可靠保證,樓板雙向剛度相近,有利于建筑物抗震,栓釘焊接質量更容易有保證。便捷:現場鋼筋綁扎工作量減少60%-70%可進一步縮短工期,桁架受力模式合理,可以提供更樓承板剛度,可大減少或無需施工用用臨時支撐。經濟:桁架受力模式合理,選材經濟,綜合造價優勢明顯。可設計雙向板,可調整桁架高度與鋼筋直徑擬適合于跨度較大的樓板。與壓型鋼板組織非組合樓板相比,由于鋼筋桁架樓承板形成的樓板與現澆筑混泥土樓板性能基本相同,所以無需滿足建筑使用年限的要求。從而無需考慮后期的維修費用。安全:力學性能與傳統現澆板基本相同。樓板抗裂性能好,耐火性能與傳統澆樓相當,優于壓型鋼板組織與非組合樓板。底膜不參與使用階段的受力,不需考慮火、防腐問題。產品測試:a、動態加載測試,合格的樓承板需要經過若干組動態家在測試,得出復合板的剪切-粘結系數。福建如何定制全自動鋼筋桁架焊接生產線好不好用桁架樓承板實現了機械化生產,有利于鋼筋排列間距均勻、混凝土保護層厚度一致,提高了樓板的施工質量。

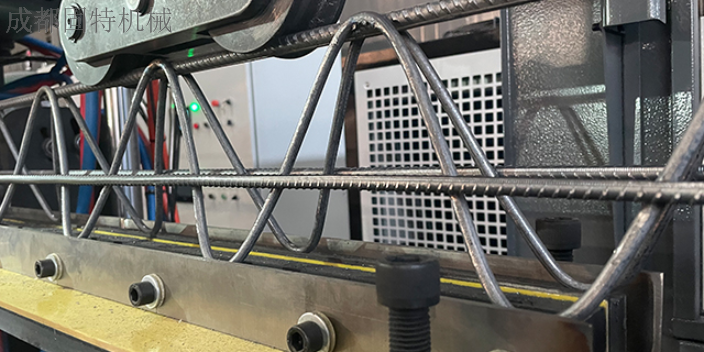
鋼筋桁架樓承板是屬于無支撐壓型組合樓承板的一種;鋼筋桁架是在后臺加工場定型加工,現場施工需要先將壓型板使用栓釘固定在鋼梁上,再放置鋼筋桁架進行綁扎,驗收后澆筑混凝土。實現了機械化生產,有利于鋼筋排列間距均勻、混凝土保護層厚度一致,提高了樓板的施工質量。裝配式鋼筋桁架樓承板可xian著減少現場鋼筋綁扎工程量,加快施工進度,增加施工安全保證,實現文明施工。裝配式模板和連接件拆裝方便,可多次重復利用,節約鋼材,符合國家節能環保的要求。鋼構自主研發的產品配套自動化生產設備,da大提高了勞動生產率,有效降低了產品成本。主要特點1:適應主體鋼結構快速施工的要求,能夠在短時間內提供堅定的作業平臺,并可采用多個樓層鋪設壓型鋼板,分層澆筑混凝土板的流水施工。2:在使用階段樓承板作為混凝土樓板的受拉鋼筋,也提高了樓板的剛度,節省了鋼筋和混凝土的用量。3:壓型板表面壓紋使樓承板與混凝土之間產生大的結合力,使二者形成整體,配以加勁肋,使樓承板系統具有高、強承載力。4:在懸臂條件下,樓承板jin作為yong久性模板。懸挑的長度可根據樓承板的截面特性來定。為了防止懸挑板的開裂,需在支座處依結構工程師的設計配上負筋。
全自動焊接常用有以下幾種技術:內焊機根焊+外焊機自動焊技術。采用多焊炬內焊機進行組對和根焊,外焊機自動焊進行熱焊、填充和蓋面焊。自動焊機組整體效率較高,但由于內焊機爬坡能力以及自身可通過的曲率半徑等受限,適用于地形起伏普遍小于15°的平原、戈壁等主線路焊接段的連續焊接。銅襯墊內對口器+外焊自動焊技術。采用銅襯墊技術實現根焊單面焊接雙面成形。在進行單面焊接時,在焊縫背面貼附一種陶質或者銅質襯墊,封堵焊件對接處的坡口縫隙,從而約束焊接熔池形態,形成良好的焊縫質量。外焊機自動根焊+單焊炬外焊機填充蓋面技術。采用外焊機根焊,單焊炬外焊機熱焊、填充和蓋面。焊接設備配置簡單靈活,便于組織施工,施工成本較低。可用于障礙物較多、不能實現大流水作業的一般地段連續施工,特殊地段預制或連續施工,以及連頭段施工。為了使混凝土與鋼梁能有效地連接成整體,在鋼梁上設置了栓釘,采用栓釘機進行施工。

相信建筑工地鋼筋工們都知道鋼結構具有強度高,自重輕,結構可靠性高,綠色環保,可重復利用等優勢,使其在結構施工中應用愈發guang泛。下面小編為大家簡單總結了兩種焊接的方法,希望對于一些剛剛入行到工友帶來幫助,具體如下:一、組裝焊接1、按次序進行拼裝,當有隱蔽焊縫時須先施工焊接,為減少變形應優先采取小件組焊,經矯正后再進行大件組裝;板材及型材應在組裝前拼接,注意控制焊接殘余應力。2、提前涂裝構件的隱蔽部位,焊前應qing除焊件坡口表面及兩側的鐵銹、油污等雜質,桁架結構桿件裝配時須著重控制軸線交點與允許偏差。3、裝配時端板要求頂緊磨光或噴砂處理的部位,且須檢查其頂緊接觸面是否至少75%達到緊貼。4、焊條使用前須結合產品技術要求進行烘干,酸性焊條一般150°C烘干,時間1~2h,堿性焊條一般350~400°C烘干,時間1~2h。焊條烘干后從取出到施焊不宜超過2h,單根焊條烘干次數不應超過2次。5、焊接時應在組裝好的構件上施焊,焊前應核對焊接工藝規定參數及焊接順序。二、螺栓連接1、gao強度螺栓使用前應對螺栓的技術參數指標進行復檢,并在班前和班后進行扭矩校正,控制誤差不超過3%。現場鋼筋捆扎量,鋼筋桁架5kg左右,普通樓承板12kg左右。湖南樓承板全自動鋼筋桁架焊接生產線如何定制
雙向剛度相近,有利于建筑物抗震。陜西流水線加工的全自動鋼筋桁架焊接生產線機械設備
并且該構件在施工階段可作為鋼梁的側向支撐使用。在使用階段,鋼筋析架與混凝土共同工作,共同承受使用荷載。與傳統的施工方法不同,在施工現場,可以將鋼筋柘架樓承板直接鋪設在梁上,然后進行簡單的鋼筋工程,便可澆筑混凝土,樓板施工不需要架設木模板及腳手架,底部鍍鋅鋼板jin做模板用,不替代受力鋼筋,故不需考慮防火噴涂及防腐維護的問題,可采用薄的鋼板。并且,樓板的主要受力鋼筋在自動控制生產線上進行定位和焊接成型,鋼筋排列均勻,位置準確,施工快速,可減少現場鋼筋綁扎工作量70%左右,da大縮短工期,并節省成本。上下兩層鋼筋間距及混凝土保護層厚度能充分得到保證,為提高樓板施工質量創造了有利條件。鋼筋析架樓承板將鋼筋骨焊成整體,整體剛度大,樓板澆筑混凝土時變形小,一般無需加臨時支撐,而且可承受更大的施工階段荷載。2鋼筋銜架樓承板的經濟和技術優勢,本身既是混凝土樓板的受力鋼筋,也是施工腳手架更是混凝土樓板的模板,節省了搭設腳手架和支模板的時間。混凝土樓板的自重完全由鋼筋承受,不在混凝土內產生拉應力,使用階段負彎矩區和正彎矩區混凝土拉應力顯著降低,裂縫寬度減小,鍍鋅鋼板的存在避免了樓板下面的暴露裂縫。陜西流水線加工的全自動鋼筋桁架焊接生產線機械設備