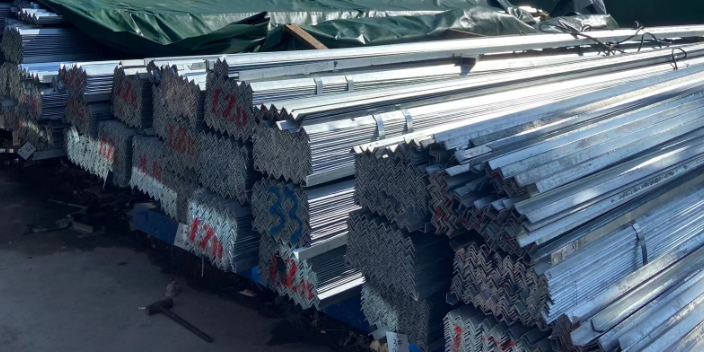
由于鍍鋅方管是在方管上進行了鍍鋅的處理,所以使得鍍鋅方管的應用范圍較方管有了很大的拓展。其主要用于幕墻,建筑,機械制造,鋼鐵建設項目,造船,太陽能發電支架,鋼結構工程,電力工程,電廠,農業和化學機械,玻璃幕墻,汽車底盤,機場等。
鍍鋅其防護作用更強,抗腐蝕能力強。整個結構由鋅,形成致密的四元結晶體,此結晶體在鋼板上形成一層屏障, 因而有效的防止腐蝕因子穿透。 耐腐蝕性來自鋅的障礙層保護功能強。當鋅在切邊、刮痕及鍍層擦傷部份作耗損保護時,鋅便形成不能溶解的氧化物層,發揮屏障保護功能 。 比較能體現品質的,不是引人注目的廣告,老顧客的回購就已經說明一切,客戶的信賴就是我們終生奮斗的目標!品牌鍍鋅型材銷售公司

.堅實性所謂堅實性就是鍍鋅層與鋼鐵密合性,主要要求鍍鋅構件在整理、運搬、保管及使用中具有不得剝離的性質,一般檢驗法有錘打法、擠曲法、卷附法等。錘打法是以錘打擊試片,檢查鍍層皮膜表面的狀態。把試片固定,免得因錘支持臺等高且水平,錘以支持臺為中心,使柄重垂直位置自然落下,以4mm間隔平行打擊5點,觀察皮膜是否剝離以為判斷。但是,距離角或端10mm以內,不得作此試驗,同一處不可打擊2次以上等。此法比較普遍,適用于鋅、鋁等皮膜堅實測試。其它如擠曲法、卷附法一般很少用,故暫且不提。一般人常有一種錯誤觀念,往往為了方便量測堅實性,拿兩個鍍鋅鋼材,以邊角互相敲擊,觀察邊角剝落情形以為判斷。若邊角處剛好有幾處較厚的鋅粒。在作業中沒處理好,則一用力敲擊,厚的鋅粒一定會剝落。故此法不能用來判定正常鍍鋅皮膜與鐵基的密合性。附著量、均一性及堅實性,即為一般規格定義熱浸鍍鋅質量檢驗的項目。亦是一般正式檢驗報告的標準折疊深圳定制鍍鋅型材一般多少錢賣家與買家之間有兩個信,你得相信,我的誠信!

熱鍍鋅要控制好鋅液溫度、浸鍍時間及工件從鋅液中引出的速度。引出速度一般為1.5米/min。溫度過低,鋅液流動性差,鍍層厚且不均勻,易產生流掛,外觀質量差;溫度高,鋅液流動性好,鋅液易脫離工件,減少流掛及皺皮現象發生,附著力強,鍍層薄,外觀好,生產效率高;但溫度過高,工件及鋅鍋鐵損嚴重,產生大量鋅渣,影響浸鋅層質量并且容易造成色差使表面顏色難看,鋅耗高。鋅層厚度取決于鋅液溫度,浸鋅時間,鋼材材質和鋅液成份。一般廠家為了防止工件高溫變形及減少由于鐵損造成鋅渣,都采用450~470℃,0.5~1.5min。有些工廠對大工件及鑄鐵件采用較高溫度,但要避開鐵損高峰的溫度范圍。但我們建議在鋅液中添加有除鐵功能和降低共晶溫度的合金并且把鍍鋅溫度降低至435-445℃。
莎倫法1939年美國莎倫公司投產一臺新型的熱鍍鋅機組,所以也叫莎倫法。該法是在退火爐內向帶鋼噴射氯化氫氣體并使帶鋼達到再結晶溫度,所以也稱為氣體酸洗法。采用氯化氫氣體酸洗,不但能去除帶鋼表面的氧化皮,而且同時去除了帶鋼表面的油脂,由于帶鋼表面被氧化氣體腐蝕,形成麻面,所以使用莎倫法所得到的鍍層粘附性特別好。但是由于設備腐蝕嚴重,由此造成很高的設備維修和更新費用。因而此種方法很少被采用。...................不同的價位是不同的品質,適合您需要的才是比較好的!

熱鍍鋅層是鋅在高溫液態下,分三個步驟形成的:
1、鐵基表面被鋅液溶解形成鋅-鐵合金相層;
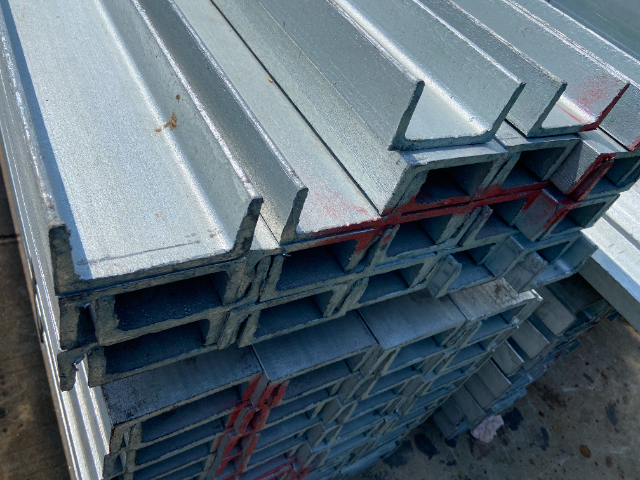
2、合金層中的鋅離子進一步向基體擴散形成鋅鐵互溶層;3、合金層表面包絡著鋅層。折疊編輯本段工藝流程熱鍍鋅槽鋼工藝流程:原料檢驗→酸洗→清洗→助鋅→烘干→鍍鋅→冷卻→鈍化→清洗→成品檢驗→檢驗打包等。
按照習慣往往根據鍍前處理方法的不同把熱鍍鋅工藝分為線外退火和線內退火兩大類。
1、線外退火線外退火就是熱軋或冷軋鋼進入熱鍍鋅作業線之前,首先在抽底式退火爐或罩式退火爐中進行再結晶退火,這樣,鍍鋅線就不存在退火工序了。鋼材在熱鍍鋅之前必須保持一個無氧化物和其他臟物存在的潔凈的純鐵活性表面。這種方法是先由酸洗的方法把經退火的表面氧化鐵皮刪除,然后涂上一層由氯化鋅或由氯化銨和氯化鋅混合組成的溶劑進行保護,從而防止鋼材再被氧化。 吸引您的是品牌,驚艷您的是品質,留下您的是品味!品牌鍍鋅型材銷售公司
售前到售后,前端到后端,一條龍服務不掉線!品牌鍍鋅型材銷售公司
質量的冷鍍鋅,鋼材又經過符合規格的表面處理,還必須依靠良好的涂裝施工,才能充分發揮冷鍍鋅的比較大優越性,給予鋼材有效的保護。除了各種規格、各種類型的冷鍍鋅氣霧罐外,冷鍍鋅比較常用的施工褲鄭方法是:刷涂、空氣噴涂和高壓無氣噴涂3種。輥涂速度快,但因滲透性不佳,在涂膜中往往會截留空氣,所以不適于底漆“冷鍍鋅”的涂裝。涂裝環境條件:溫度范圍:-5-50~C;相對濕度:小于85%;自身覆涂3h(判斷標準:吹棉球法或指觸法);覆涂其他涂料24h以上。品牌鍍鋅型材銷售公司