熱鍍鋅層形成過程熱鍍鋅層形成過程是鐵基體與比較外面的純鋅層之間形成鐵-鋅合金的過程,工件表面在熱浸鍍時形成鐵-鋅合金層,才使得鐵與純鋅層之間很好結(jié)合,其過程可簡單地敘述為:當鐵工件浸入熔融的鋅液時,首先在界面上形成鋅與α鐵(體心)固熔體。這是基體金屬鐵在固體狀態(tài)下溶有鋅原子所形成一種晶體,兩種金屬原子之間是融合,原子之間引力比較小。因此,當鋅在固熔體中達到飽和后,鋅鐵兩種元素原子相互擴散,擴散到(或叫滲入)鐵基體中的鋅原子在基體晶格中遷移,逐漸與鐵形成合金,而擴散到熔融的鋅液中的鐵就與鋅形成金屬間化合物FeZn13,沉入熱鍍鋅鍋底,即為鋅渣。當工件從浸鋅液中移出時表面形成純鋅層,為六方晶體。其含鐵量不大于0.003%。吸引您的是品牌,驚艷您的是品質(zhì),留下您的是品味!品牌鍍鋅型材銷售公司

莎倫法1939年美國莎倫公司投產(chǎn)一臺新型的熱鍍鋅機組,所以也叫莎倫法。該法是在退火爐內(nèi)向帶鋼噴射氯化氫氣體并使帶鋼達到再結(jié)晶溫度,所以也稱為氣體酸洗法。采用氯化氫氣體酸洗,不但能去除帶鋼表面的氧化皮,而且同時去除了帶鋼表面的油脂,由于帶鋼表面被氧化氣體腐蝕,形成麻面,所以使用莎倫法所得到的鍍層粘附性特別好。但是由于設(shè)備腐蝕嚴重,由此造成很高的設(shè)備維修和更新費用。因而此種方法很少被采用。...................品牌鍍鋅型材銷售公司自古以來一分錢一分貨,價格與品質(zhì)永遠成正比,這是鐵的定律!

鍍鋅無縫管分冷鍍無縫管、熱鍍無縫管,前者已被禁用,后者還被國家提倡暫時能用。
折疊熱鍍無縫管熱鍍無縫管是使熔融金屬與鐵基體反應(yīng)而產(chǎn)生合金層,從而使基體和鍍層二者相結(jié)合。熱鍍鋅是先將鋼管進行酸洗,為了去除鋼管表面的氧化鐵,酸洗后,通過氯化銨或氯化鋅水溶液或氯化銨和氯化鋅混合水溶液槽中進行清洗,然后送入熱浸鍍槽中。熱鍍鋅具有鍍層均勻,附著力強,使用壽命長等優(yōu)點。
折疊冷鍍無縫管冷鍍鋅就是電鍍鋅,鍍鋅量很少,只有10-50g/m2,其本身的耐腐蝕性比熱鍍鋅管相差很多。正規(guī)的鍍鋅管生產(chǎn)廠家,為了保證質(zhì)量,大多不采用電鍍鋅(冷鍍)。只有那些規(guī)模小、設(shè)備陳舊的小企業(yè)采用電鍍鋅,當然他們的價格也相對便宜一些。今后不準用冷鍍鋅管作水、煤氣管。
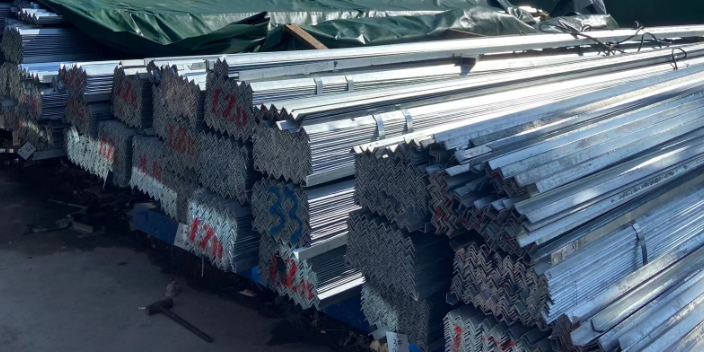
熱鍍鋅槽鋼,按鍍鋅工藝的不同可以分為熱浸鋅槽鋼和熱吹鍍鋅槽鋼,是將除銹后的鋼件浸入440~460℃左右融化的鋅液中,使鋼構(gòu)件表面附著鋅層,從而起到防腐的目的。現(xiàn)在槽鋼的表面鍍鋅主要采用的方法是熱鍍鋅。熱鍍鋅是由較古老的熱鍍方法發(fā)展而來,自從1836年法國把熱鍍鋅應(yīng)用于工業(yè)以來,已經(jīng)有170年的歷史了。然而近30年來,伴隨冷軋帶鋼的飛速發(fā)展,熱鍍鋅工業(yè)得到了熱鍍鋅槽鋼大規(guī)模發(fā)展。在各種保護鋼基體的涂鍍方法中,熱浸鋅是非常優(yōu)良的一種。它是在鋅呈液體的狀態(tài)下,經(jīng)過了相當復(fù)雜的物理、化學(xué)作用之后,在鋼鐵上不僅鍍上較厚的純鋅層,而且還生成一種鋅鐵合金層。這種鍍法,不僅具備了電鍍鋅的耐腐蝕特點,而且由于具有鋅鐵合金層。還具有電鍍鋅所無法相比擬的強耐蝕性。因此這種鍍法特別適用于各種強酸、堿霧氣等強腐蝕環(huán)境中。好的東西自有貴的道理,無論是實體還是網(wǎng)絡(luò)!

鍍鋅方矩管也被叫做方形管材或者矩形管材,是一種邊長相等的鋼管,在工業(yè)中應(yīng)用十分的普遍。鍍鋅方矩管采用特殊工藝將帶鋼處理卷制成,帶鋼一般都要經(jīng)過拆包,平整,卷曲,焊接成圓管,然后再由圓管軋制成方形管,這個時候鍍鋅方矩管便制成了。鍍鋅方矩管每包有50根,有時候也被簡稱為方管和矩管。接下來為大家介紹鍍鋅方矩管規(guī)格及分類。
在建筑物中鍍鋅方矩管的應(yīng)用十分普遍,多用于固定,儲物,支撐等等。在不同類型的方管中或正氏選出適合的方管還是要根據(jù)用途來確定。鍍鋅方矩管的鋅在切邊、刮痕及鍍層擦傷部份具有很好的保護作用,鋅的表面可以形成不能溶解的氧化物層,可以在諸多情況下發(fā)揮屏障保護的功能。 你若敢試試,我便敢為我的產(chǎn)品負責(zé)到底!品牌鍍鋅型材銷售公司
比較能體現(xiàn)品質(zhì)的,不是引人注目的廣告,老顧客的回購就已經(jīng)說明一切,客戶的信賴就是我們終生奮斗的目標!品牌鍍鋅型材銷售公司
熱鍍鋅要控制好鋅液溫度、浸鍍時間及工件從鋅液中引出的速度。引出速度一般為1.5米/min。溫度過低,鋅液流動性差,鍍層厚且不均勻,易產(chǎn)生流掛,外觀質(zhì)量差;溫度高,鋅液流動性好,鋅液易脫離工件,減少流掛及皺皮現(xiàn)象發(fā)生,附著力強,鍍層薄,外觀好,生產(chǎn)效率高;但溫度過高,工件及鋅鍋鐵損嚴重,產(chǎn)生大量鋅渣,影響浸鋅層質(zhì)量并且容易造成色差使表面顏色難看,鋅耗高。鋅層厚度取決于鋅液溫度,浸鋅時間,鋼材材質(zhì)和鋅液成份。一般廠家為了防止工件高溫變形及減少由于鐵損造成鋅渣,都采用450~470℃,0.5~1.5min。有些工廠對大工件及鑄鐵件采用較高溫度,但要避開鐵損高峰的溫度范圍。但我們建議在鋅液中添加有除鐵功能和降低共晶溫度的合金并且把鍍鋅溫度降低至435-445℃。品牌鍍鋅型材銷售公司