- 品牌
- 微泰
- 加工類型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材質
- 不銹鋼,鋁合金,碳鋼,PVC板,有機玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 廠家
- 安宇泰
- 加工產品范圍
- 五金配件制品,電子元件,鐘表,儀表,模具
- 打樣周期
- 4-7天
- 加工周期
- 8-15天
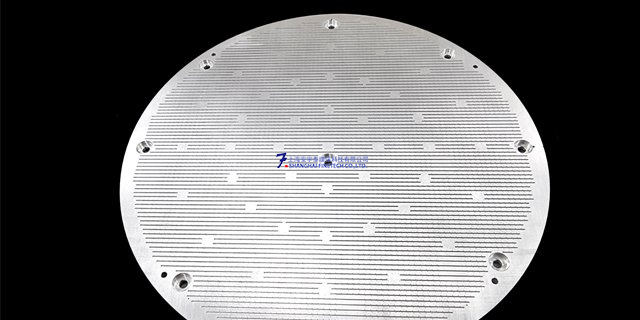
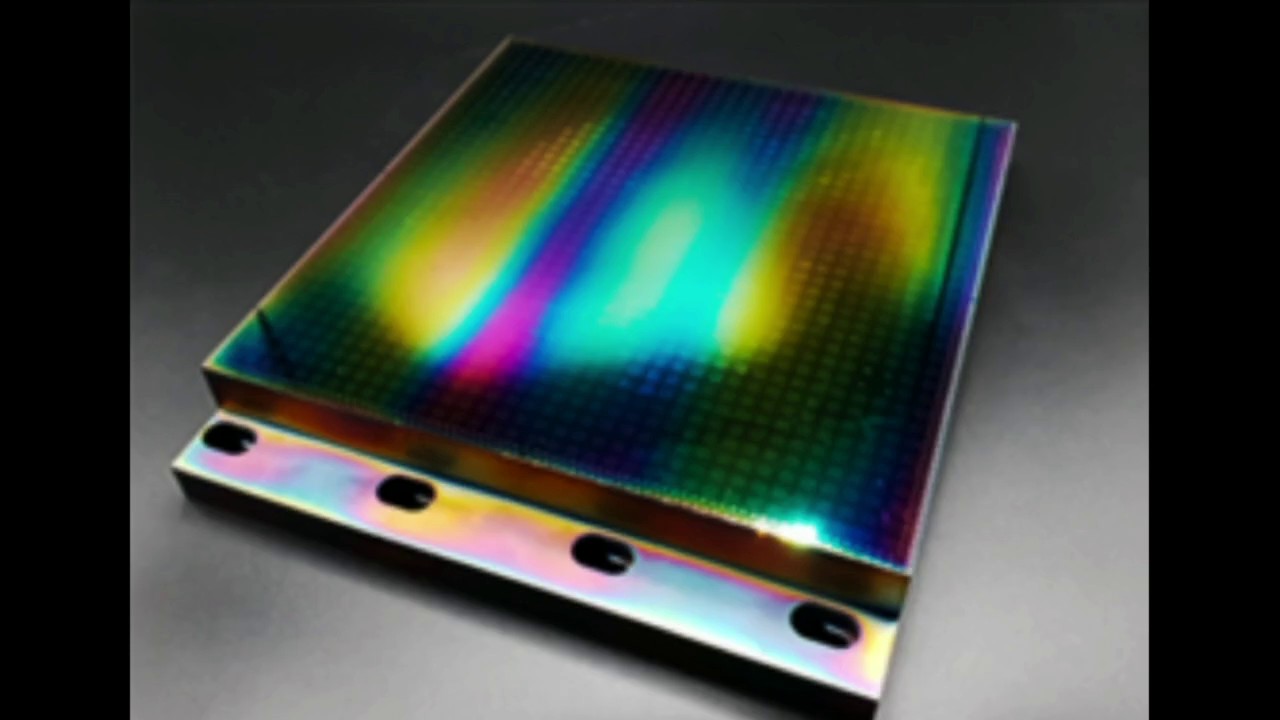
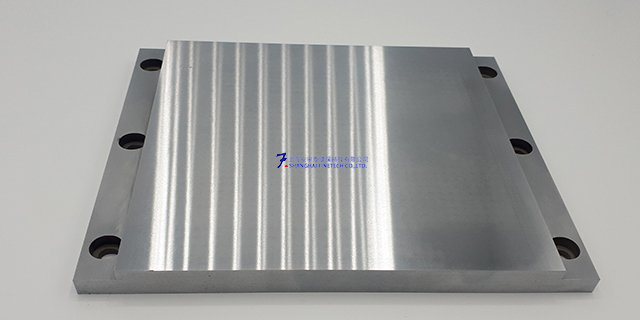
微泰真空卡盤精密的半導體晶圓真空吸盤是半導體制造設備的關鍵部件,可確保晶圓表面的平坦度和平行度,從而在半導體制造過程中安全地固定晶圓,使各種制造過程順利進行。微泰使無氧銅、鋁、SUS材料的半導體晶圓真空吸盤的平坦度保持在3微米以下;支持6英寸、8英寸和12英寸尺寸的晶圓加工;支持2層和3層的高級加工技術。提供4層連接。尺寸:6英寸,8英寸.12英寸。材料:AL6061,AL7075,SUS304,SUS316OFHC(OxygenfreeHighConductivityCopper)平面度公差:小于3um連接:2floor,3floor,4floor表面處理:Anodizing,ElectrolessNickelPlating,GoldPlating,MirrorPolishing。無氧銅(OFHC)半導體晶圓真空卡盤,無氧銅(OFHC)材料可延長晶圓卡盤的使用壽命,并可MAX限度地減少雜質進入半導體材料,從而防止潛在污染,而且易于加工和成型,可精確匹配卡盤設計。可加工。然而,這種材料的加工要求極高,需要特別小心和精確才能獲得光滑的表面光潔度,例如翹曲或毛刺、易變形和加工過程中的硬化。超精密加工是指在維持精細公差,并于工件上去除材料、精加工等過程。超精密掩模板
超精密
整個行業對半導體和相機模塊領域、MLCC生產領域、各種真空板領域、量子計算機組件等各種精密零件的需求不斷增加。擁有精密加工技術的企業有很多,但以自己的技術來應對MCT/高速加工/激光加工/精密磨削/精密測量的企業并不多。微泰是一家擁有這些自主技術的公司,以滿足對高精度和高質量的不斷增長的需求,我們正在努力成為第四產業的小管理者中的公司,始終以帶頭解決客戶困難。精密的部件使精密的設備成為可能。作為合作伙伴供應商,我們供應各種精密零件,以便我們的客戶能夠開展可持續的業務。MLCC制造過程中濺射沉積過程中的掩模夾具在槽寬(+0.01)公差范圍內加工,去毛刺,平整度很重要使用超精密激光設備進行高速加工。半導體和LCD零件用精密陶瓷零件的生產制作MLCC用分度臺及各種精密治具主要物料搬運氧化鋁(Al2O3),氧化鋯(白/黑ZrO2),氮化硅(Si3N4)、碳化硅(SiC)、氮化鋁(AlN)、多孔陶瓷(白色/棕色/灰色)。作為手機攝像頭模組生產過程中PCB與圖像傳感器貼合過程中使用的貼片貼合工具,保證了高良率和精度。原料:氧化鋁、AIN、銅應用:用于相機模塊生產的拾取和鍵合工具。自動化超精密掩模板超精密加工包括微細加工、超微細加工、光整加工、精整加工等加工技術。

(4)超精密機電系統器件加工。微機電系統(ME—MS)是從集成電路制造技術發展起來的新興機電產品,如微小型傳感器、執行器等。硅光刻技術、LIGA技術和其它微細加工技術的生產設備、檢測設備都是超精密加工的產品。超精密加工技術的發展及分析超精密加工技術是以高精度為目標的技術,它必須綜合應用各種新技術,在各個方面精益求精的條件下,才有可能突破常規技術達不到的精度界限,達到新的高精度指標。近20年來超精密加工技術在以下幾個方面有很大的進展:①超精密加工機床技術;②超精密加工刀具及加工工藝技術;③超精密加工的測量與控制技術;④超精密加工環境控制(包括恒溫、隔熱、潔凈控制等)。超精密加工機床的設計與制造技術
美國是早期研制開發超精密加工技術的國家。早在1962年,美國就開發出以單點金剛石車刀鏡面切削鋁合金和無氧銅的超精密半球車床,其主軸回轉精度為 0.125μm,加工直徑為?100mm的半球,尺寸精度為±0.6μm,粗糙度為Ra0.025μm。1984年又研制成功大型光學金剛石車床,可加工重1350kg,?1625mm的大型零件,工件的圓度和平面度達0.025μm,表面粗糙度為Ra0.042μm。在該機床上采用多項新技術,如多光路激光測量反饋控制,用靜電電容測微儀測量工件變形,32位機的CNC系統,用摩擦式驅動進給和熱交換器控制溫度等。美國利用自己已有的成熟單元技術,只用兩周的時間便組裝成了一臺小型的超精密加工車床(BODTM型),用刀尖半徑為5~10nm的單晶金剛石刀具,實現切削厚度為1nm (納米)的加工。盡管如此,美國還是繼續把微米級和納米級的加工技術作為國家的關鍵技術之一,這足以說明美國對這一技術的重視。激光超精密打孔是將光斑直徑縮小到微米級,從而獲得高的激光功率密度,幾乎可以在任何材料實行激光打孔。
通過介于工件和工具間的磨料及加工液,工件及研具作相互機械摩擦,使工件達到所要求的尺寸與精度的加工方法。對于金屬和非金屬工件都可以達到其他加工方法所不能達到的精度和表面粗糙度,被研磨表面的粗糙度Ra≤0.025μm,加工變質層很小,表面質量高。精密研磨的設備簡單,主要用于平面、圓柱面、齒輪齒面及有密封要求的配偶件的加工,也可用于量規、量塊、噴油嘴、閥體與閥芯的光整加工。但精密研磨的效率較低(如干研速度一般為10 - 30m/min,濕研速度為20 - 120m/min),對加工環境要求嚴格,如有大磨料或異物混入時,將使表面產生很難去除的劃傷。拋光是利用機械、化學、電化學的方法對工件表面進行的一種微細加工,主要用來降低工件表面粗糙度,常用的方法有手工或機械拋光、超聲波拋光、化學拋光、電化學拋光及電化學機械復合加工等。手工或機械拋光是用涂有磨膏的拋光器,在一定的壓力下,與工件表面做相對運動,以實現對工件表面的光整加工,加工后工件表面粗糙度Ra≤0.05μm,可用于平面、柱面、曲面及模具型腔的拋光加工,手工拋光的加工效果與操作者的熟練程度有關。超聲波拋光是利用工具端面做超聲振動,通過磨料懸浮液對硬脆材料進行光整加工。從加工周期來看,激光超精密加工操作簡單,切縫寬度方便調控,可立即進行高速雕刻和切割、加工速度快。超快激光超精密倒裝芯片鍵合
由于精度高的緣故,超精密加工常應用在光學元件。也會應用在機械工業。超精密掩模板
精密激光打孔是激光微加工重要的一方面,其應用范圍很廣,包括金屬鉆孔,陶瓷鉆孔,半導體材料鉆孔,玻璃鉆孔,柔性材料鉆孔等等,尤其是針對一些堅硬易碎或者彈性較大的材料,如西林瓶打孔、安瓿瓶打孔、輸液袋打孔等氣密性檢測相關,陶瓷,藍寶石,薄膜等優勢尤為明顯。由于激光打孔具有效率高、成本低及綜合技術經濟效益好等優點,已經成為超精密激光打孔認可設備。解決超精密激光打孔長期的痛點。1、激光打孔機的技術已經越來越成熟,不單單可以進行打孔,還能切割、焊接一體化,屬于多功能激光一體機。激光打孔是利用高性能激光束對樣品進行瞬時打孔,激光束打孔無需接觸,熱變形極小,所以也就解決了傳統機械打孔出現變形的問題。2、激光打孔機具備加工速度快、效率高、直邊割縫小、割面光滑,可獲得大的深徑比和深寬比,激光打出來的孔徑均勻、大小一致,誤差極小。3、激光打孔機可在硬、脆、軟等各種材料上進行精細打孔切割。節省人工,提高產能,傻瓜式操作無需儲備技術人才,操作簡單輕易上手。超精密激光打孔機打孔速度非常快,將高效能激光器與高精度的機床及控制系統配合,通過微處理機進行程序控制,實現高效率打孔。超精密掩模板
- 飛秒激光超精密測包機分度盤 2025-07-14
- 超快超精密蝕刻 2025-07-14
- 超快超精密微孔 2025-07-14
- 微加工超精密打孔 2025-07-14
- 半導體加工超精密超細孔 2025-07-14
- PCD超精密VACUM CHUCK 2025-07-14
- 超快激光超精密拋光 2025-07-14
- 超快激光超精密MLCC垂直刀片 2025-07-13
- 日本加工超精密相機模組鏡頭切割器 2025-07-13
- 飛秒激光超精密精密制造 2025-07-13
- 超快超精密MLCC垂直刀片 2025-07-13
- 半導體加工超精密貼片電容 2025-07-12